
본 사용 설명서는 Moduline 2세대 멀티 실러 용접기를 작동할 때 지침을 제공하기 위한 것입니다. 용접기에서 최적의 성능을 얻으려면 권장 사항과 사양을 정확하게 따르십시오.
목차
- 1장: 사용 목적
- 2장: 전기 및 공기 요구 사항
- 3장: 경고에 대한 설명
- 4장: 열 밀봉의 원리
- 5장: 시작 절차
- 6장: 종료 절차
- 7장: 난방 시스템 조정
- 8장: 컨트롤의 정의
- 9장: 공압의 정의
- 10장: 컴포넌트의 정의
- 11장: 스탠드 풀기
- 12장: 스크린샷
- 13장: 유지 관리
- 14장: 문제 해결
- 15장: 예비 부품
- 16장: 용접 팁
이 기계에 대한 자세한 기술 정보는 해결 센터(1-855-888-WELD)로 전화하거나 이메일을 보내주십시오. service@weldmaster.com.
1.0 사용 목적
밀러 웰드마스터 모듈라인 젠 II 멀티 실러 는 용도는 열 밀봉 용접 가능 열 열 플라스틱 등 입니다:
- 부직포 폴리프로필렌
- 비닐 (PVC) 라미네이트 직물
- 비닐 (PVC) 코팅 직물
- 비닐 (PVC) 필름
- 폴리우레탄 (PU) 코팅 직물
- 폴리우레탄 (PU) 필름
- 폴리프로필렌 (PP) 코팅 직물
- 폴리에틸렌 (PE)
- 열가소성 수지 고무 (TPR) 필름
- 열가소성 수지 고무 (TPR) 직물
- 경질 압출 제품
제조업체 는 의 를 승인하지 않으며 다른 이 이 기계에 를 사용합니다.
제조업체 는 승인하지 않습니다 의 제거 어떤 안전 가드 동안 모듈린 Gen II 멀티 실러 는 작동 중 .
제조업체 는 승인하지 않습니다 의 무단 수정 의 모듈라인 Gen II 멀티 실러.
적절한 교육을 받은 기술자만 작동할 수 있습니다 모듈라인 Gen II 멀티 실러.
적절하게 교육을 받은 기술자만 모든 루틴 유지보수 를 수행하여 모듈라인 Gen II 멀티 실러를 사용할 수 있습니다.
적절하게 교육을 받은 기술자만 모든 수리를 수행하여 모듈라인 젠 II 멀티 실러를 사용할 수 있습니다.
실러 전용 제조업체 승인 교체 부품 은 ~ 사용 에 모듈린 Gen II 멀티 실러.
제조업체( )는 본 기기( )의 부적절한 사용( )으로 인해 발생하는 모든 손상( ) 또는 부상( )에 대해 책임을 지지 않습니다.
2.0 전기 및 공기 요구 사항
경고! 자격을 갖춘 전기 기술자만 전원을 연결할 수 있습니다 전기 전원.
전기 공급:
모듈러 Gen II 멀티 실러 에는 다음 전기 요구 사항이 있습니다:
- 220 볼트
- 50/60 Hz
- 125 암페어
- 3 단계
쇼핑 공기 공급:
모듈린 젠 II 멀티 실러 에는 매장 내 공기 공급 밸브 가 포함되어 있어 빠른 연결 및 연결 해제 당신의 매장 공기 공급. 때문에 다른 스타일 항공사 커넥터의 번호 , 수 빠른 연결 는 포함되지 않습니다. 당신은 원하는 선택 수 빠른 연결 a ¼ 인치 NPT (국가 파이프 xml-ph-0031@d
모듈라인 Gen II 멀티 실러 에는 다음 샵 에어 요구 사항이 필요합니다:
- 최소 의 100psi at 10 큐빅 피트 분당 분당.
3.0 경고에 대한 설명
여러 다른 경고 기호 배치 에 밀러 용접 마스터 모듈린
이 기호는 작업자에게 경고 작업자에게 잠재적으로 위험할 수 있는 영역 기계에서 자신의 배치 및 의미에 익숙해지십시오.
주의 Hot:

"주의: 뜨겁다" 기호 는 뜨거운 표면 근처 가드 가드 에 배치되어 있습니다.
주의: 주의: 잠금:

"주의: 잠금" 스티커 는 의 입구 와 의 캐비닛 과 모든 액세스 패널 근처에 부착됩니다.
경고: 이동 부품:

"경고: 움직이는 부품" 스티커 는 기계 전체 에 부착되어 있습니다. 움직이는 부품 동안 기계 가 움직이고 있는 동안 부속물 에 주의하십시오.
경고: Keep Hands Clear:

"경고: Keep Hands Clear" 스티커 는 히터 어셈블리에 부착되어 있습니다. 손이 끼이거나 화상을 입는 것을 방지하려면, 항상 손의 위치 를 항상 인지하고 있어야 합니다.
주의: 전기:

"주의: 전기" 스티커 는 전기 부품이 있는 지역 근처에 부착되어 있습니다. 전원 은 문을 열기 전에 제거해야 하며, 어떤 캐비닛 문을 열기 전에 제거해야 합니다.
주의: 공기 압축기:

"주의: 공기 압축기" 스티커 는 공기 압축기 에 부착되어 있습니다. 이 는 장소 에 부착되어 있어 작업자에게 예방적 유지보수에 대해 상기시켜 줍니다.
위험: 핀치 포인트:

"위험: 핀치 포인트" 기호 는 어떤 잠재적 핀치 포인트 근처에도 배치되지 않습니다. 하지 마세요 어떤 신체 부분 근처에도 이러한 섹션 기계 기계 작동 중입니다.
안전 수칙
기계가 움직이는 동안에는 재료를 조정하지 마세요. 손, 긴 머리카락, 헐렁한 옷, 넥타이와 같은 물건은 신체 부위나 옷에 끼어 심각한 부상을 입을 수 있는 핀치 포인트 롤러에 닿지 않도록 롤러에서 멀리 떨어뜨려 놓으세요. 안전하고 효과적인 작동을 위해 기계 주변에 충분한 공간을 확보하세요. 청소, 오일 주입, 조정, 수리 또는 유지보수 작업을 수행하기 전에 기계가 움직이지 않고 움직이는 부품이 차단된 상태에서 기계의 모든 부품에 대한 수리 또는 유지보수 작업을 수행해야 합니다.
항상 개인 보호 장비를 착용하세요. (PPE)는 착용자의 신체를 부상으로부터 보호하기 위해 고안된 보호복, 헬멧, 고글 또는 기타 의류를 말합니다.
4.0 열 밀봉의 원리
Hot Air:
용접 작동을 위해 필요한 열은 두 개의 가열 요소 내부에 위치한 열 요소 하우징에 의해 전기적으로 생성됩니다. 뜨거운 공기 온도 범위는 100 에서 1350 화씨 xml-ph-0030@de입니다.
속도:
의 속도 용접 롤러 결정 양 의 시간 열 적용 재료 용접 중 느린 속도 설정 더 재료 가열 될 것입니다 가열. 최상의 용접을 달성하려면, 최소한의 열량 열 을 적용 재료 동안 여전히 완전한 용접을 달성해야 합니다. 너무 많은 열 은 xml-ph-00 동안 재료 의 왜곡을 유발합니다.
압력:
용접 롤러 의 압력은 최종 단계 생성 시 용접. 용접 롤러 의 압력은 가열된 재료 함께 완료 용접 프로세스.
요약:
열을 가하여 밀봉할 때, 열, 속도 및 압력의 올바른 조합을 사용하면 제대로 용접된 이음새를 달성할 수 있습니다.
5.0 시작 절차
시작 위로 절차
- 모든 캐비닛 문 이 닫혀 있고 및 잠겨 있는지 확인합니다.
- 모든 안전 경비원 이 장소에 있는지 확인합니다.
- 매장 내 공기 공급 밸브 를 오픈 위치로 돌립니다.
- 메인 전원 연결 해제 on 위치로 돌립니다.
- 파란색 재설정 버튼을 누릅니다.
- 적절한 정렬 용접 롤러 필요한 경우 조정 하십시오.
- 적절한 정렬 패브릭 가이드 필요한 경우 조정 하세요.
- 을 켜고 가열 을 켜고 온도 를 원하는 온도 로 조정합니다.
- 열 시스템 노즐의 적절한 조정 확인.
- 스윙 버튼 을 에 을 위치로 돌립니다.
- 모터 버튼 을 에 있는 을 위치로 돌립니다.
- 모든 자료 필요한 용접 작업 에 풀기 스탠드.
- 올바르게 배치 재료 통해 기계 에서 풀다 스탠드(들).
- 일단 재료 를 에서 으로 셀 을 으로 풀러 롤러와 함께 사용하고, 에서 을 HMI 로 으로 을 닫고 풀러 롤러를 닫습니다.
- 켜기 남은 기능 필요 필요 용접 프로세스.
- 귀하의 기계 는 이제 준비되어 용접할 수 있습니다!
6.0 종료 절차
셧다운 Down 절차
- 자료 를 출력 끝 기계. 이 는 자료 가 적절한 위치 다음 생산에 보장합니다.
- 열 버튼 이 꺼져 있는지 확인합니다. 온도가 감소하기 시작해야 합니다 .
- 기계 기계 will not 종료 꺼지지 않습니다 즉시! 압축기( )는 3분 동안( 3분 동안) 냉각( ) 사이클( )을 통해 열( ) 요소( )를 냉각( )합니다. 이 는 다음 꺼집니다( ).
- 장력 에서 풀림 해제 정방향 또는 역방향 조깅 풀림. 이 는 보장 재료 는 당기지 않습니다 당겨 기계 또는 가이드 때 가이드 회로 xml-ph.
- 압축기 가 꺼진 후 , 주 전원 전원을 분리한 후 연결을 끊고 꺼짐 위치로 이동합니다.
- 기계 가 꺼진 후 , 매장 내 공기 공급 밸브 를 회전시켜 꺼짐 위치로 설정합니다.

좌우 노즐 조정: 노즐을 용접 롤러로 좌우로 이동합니다.
헤드 잠금 클램프: 헤드 유닛을 적절한 용접 위치에 고정합니다.
위아래 노즐 조절: 노즐을 위아래로 움직입니다. 노즐 조절 노브를 시계 방향으로 돌리면 노즐이 올라갑니다. 노브를 시계 반대 방향으로 돌리면 노즐이 내려갑니다.
상부 유닛 에어 실린더: 상부 유닛을 위아래로 움직여 하부 용접 롤러에 압력을 가합니다.
노즐 안팎 조절: 노즐을 안팎으로 움직입니다. 조정 노브를 시계 방향으로 돌리면 노즐이 안으로, 시계 반대 방향으로 돌리면 노즐이 밖으로 이동합니다.
노즐 클램프: 노즐을 이중 요소 하우징에 제자리에 고정합니다.
참고: 노즐 클램프의 홈 쪽이 이중 요소 하우징을 향해야 합니다.

8.0 컨트롤의 정의

메인 Power 분리합니다: 필요한 경우 전원 소스 에서 기계 를 분리합니다. 이 는 또한 잠금 아웃 태그 아웃 포인트 전기 소스 on the machine.

긴급 상황 Stop: 이 는 모든 기능 을 의 기계 에서 멈추고 는 을 로 가져가 안전한 상태로 만듭니다. 이 는 전원을 차단하고 전원을 끄고 모든 움직이는 부분 을 의 x 에서 차단합니다.

초기화 버튼: 이 버튼( )은 기계( )가 켜져 있을 때( ), 아침( ) 또는 비상( ) 중지( ) 버튼( )을 누를 때마다( ) 사용됩니다. 이 은 ~ 표시( ), 기계( )가 클리어( ), 시작할 수 있음( )을 나타낼 때 사용됩니다.

시작 버튼을 클릭합니다: 모션 을 으로 시작하여 머신으로 이동합니다.

일시 중지 버튼을 클릭합니다: 실행 중인 머신 을 일시 중지합니다.

Weld Roller Open/Close: 열고 용접 롤러 특정 헤드. 거기에 또한 열기 닫기 버튼 각 개별 헤드에 있습니다.

조깅 앞으로: 이 버튼( )은 조그 롤러( )를 풀고 롤러( )를 앞으로, 또는 을 방향( )으로, 재료( )를 앞으로 이동합니다.
조깅 Reverse: 이 버튼( )은 조그 롤러( )를 풀고 롤러( )를 역방향으로, 또는 롤러( )를 반대쪽 방향( )으로, 재료( )의 이동( )을 반대 방향으로 조그합니다.

Edge 가이드 끄기/켜기: 이 스위치 는 사진 눈 및 선형 액추에이터를 활성화합니다.

오버/언더: 이 스위치( )는 어떻게 어떤 자료가 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤 어떤.

상단/하단 용접 롤러 속도 제어: 이 제어 장치( )는 사용자가 상단 및 하단 용접 롤러의 속도 를 조정할 수 있도록 합니다. 이 는 좋은 용접을 보장합니다.

매뉴얼 컷 버튼: 을 누르면 수동 컷 버튼 이 커터 를 모션 으로 설정된 범위 내에서 전송합니다.

용접 롤러 압력: 의 목적 의 용접 롤러 압력 조절기 는 에서 까지 의 양 의 공압 압력 사이의 의 용접 롤러.

노즐 Swing: 공기 압력 사용 스윙 노즐 안쪽과 바깥쪽의 양을 조절합니다.

위쪽 클러치 압력: 토크를 적용 상부 용접 롤러. 또는 증가 속도 상부 용접 롤러 이 사용 도움 제어 재료 .

Lower 클러치 압력: 토크를 적용 하부 용접 롤러. 또는 증가 속도 하부 용접 롤러 이 사용 도움 제어 재료 .

냉각기 압력: 냉각기 압력은 공기 압력 의 양을 조절하여 냉각기에 공급합니다.

댄서 압력: 이 레귤레이터 는 의 양 의 장력 을 의 업 과 다운 압력 의 의 댄서 롤러 의 의 풀기 스탠드. 이 는 사용 에 유지 웹 장력 의 의 기계 동안 xml-ph-0031@d.

풀러 압력: 목적 풀러 압력 조절기 압력 조절기 는 에서 까지 달라집니다 양 공압 압력 사이 풀러.

감기 Guns: 목적 콜드 건 압력 레귤레이터 는 에서 달라 공압 압력 의 양 에서 콜드 건 때 에서 사용 용접 중 .
10.0 구성 요소의 정의

긴장을 풀다 스탠드: 언와인드 스탠드 는 설계되어 재료 제어 속도 속도 허용 재료 장력 용접 헤드 .

자동 재료 Cutter: 자동 재료 커터 어셈블리 는 작업자가 원하는 길이 에서 재료 를 잘라내도록 설계되었습니다.

로프 Unwind Stand: 이 스탠드는 로프 재료를 보상 올바르게 그리고 원활하게 용접 헤드에 들어갈 수 있습니다.

Keder payoff: Keder 보상 은 방법으로 분배 Keder 재료 원활하게 안내 용접 머리.

풀러 Frame: 출력 풀러 에는 구동식 닙 롤러가 장착되어 있습니다. 상단 닙 롤러 는 열리고 닫힙니다.

영상 카운터 장소에서 기계가 기계가 계산할 때 얼마나 많은 자료 가 실행되었는지 확인합니다.

사진 Eye: 이 장치 는 에 사용 에 선형 작동 풀기 스탠드 에 도움 유지 자료 지속적으로 추적 같은 장소 에서.

리니어 액추에이터: 사용 이동 풀기 스탠드 유지 재료 배치. 이 작동 직접 사진 눈 유지 추적 재료.

Chiller: 활성화되면 사용 재료 과열로부터 유지합니다.

풀러 프레임 구성품: 재료 를 기계를 통해 당기는 롤러 에 압력을 가합니다. 회전 잠금 볼트를 풀면 풀러 휠 을 오른쪽 및 왼쪽 으로 돌리면 더 나은 제어 재료 잠금 손잡이 는 풀러 시스템을 위치에 잠급니다. 일단 적절한 위치 닫으면 풀러 휠 토글 밸브와 함께 .
11.0 언와인드 스탠드
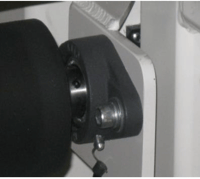
안전 Chuck: 안전 척 은 재료의 빠른 변경 을 위해 을 허용합니다. 의 상단 을 누르면 안전 척 우리는 허용 그것을 에 스냅 열기 그래서 샤프트 를 제거 또는 삽입할 수 있습니다.일단 샤프트 가 삽입되면 을 상단 의 안전 척 을 닫습니다 .
제거 the Shaft: 제거하려면 샤프트 당신은 안전 척 상단 죽은 센터 열어야 합니다. 열려면 회전 샤프트 여기서 개방 안전 척 은 상단 죽은 센터.다음으로 당신은 반드시 열려 손잡이를 돌리십시오. 일단 두 안전 척 모두 열려 사용 크레인 또는 지게차 제거 샤프트.

12.0 스크린샷

연산자 제어 화면: 이 는 메인 화면 운영자 가 사용; 이 는 초기 화면 머신 이 로드됩니다.
레시피 #/이름: 현재 레시피 선택됨을 표시합니다.
패널 길이: 상단 숫자 는 현재 패널의 길이를 보여줍니다. 하단 숫자 는 패널의 설정값 , 이 은 레시피 활성 화면에서 조정된 숫자입니다.
Reset: 이 버튼( )은 인코더의 카운트( )를 현재 패널의 카운트( )로 재설정합니다.
모드: 에 을 에 표시할 것인가 운영자 에 현재 모드 에 머신 이 실행 중인가:
계속 - 기계 는 일시 중지 또는 비상 정지 버튼 이 눌릴 때까지 실행됩니다.
실행 To Set Point: 기계 는 특정 길이 를 운영자 가 설정한 로 실행합니다.
배치: 머신( )은 자동으로 특정 번호( )의 배치를 실행합니다.
머신 파라미터를 변경하려면 운영자로 로그인해야 합니다;
사용자 이름: 운영
비밀번호: 6789

알람 활성 화면: 이 화면( )은 현재 활성화된 활성 알람( 있는 경우 )을 표시합니다.
Ack: 이 버튼( )은 활성화된 모든 알람( )을 확인하는 데 사용됩니다.
알람 History: 이 는 사용 끌어 올리기 모든 및 모든 오래된 알람 이제까지 존재하는 기계에 .

레시피 활성 화면: 선택한 레시피에 대한 현재 매개변수 를 모두 표시합니다.
레시피 #/이름: 이 표시 현재 레시피 번호 및 이름 .
활성 레시피 저장: 이 버튼을 누르면 현재 매개변수 현재 레시피에 대해 모두 저장됩니다.
드라이브 Delay: 시작 용접 헤드 그리고 노즐 스윙 전에 용접 개최 시작됩니다.
용접 단위 # 1-3 이 는 온도 설정 포인트 우리는 설정 각각 용접 머리 에서.
셀 #1 마스터 Speed: 전체 머신 속도를 제어합니다.
셀 #2 패널 길이: 이 는 각 레시피에 대해 사용자가 원하는 패널 길이 를 설정할 수 있도록 합니다.
셀 #2 동기화 속도: 이 속도는 마스터 속도에서 슬레이브 떨어져 있습니다.

연산자 구성 화면: 각 셀 에 해당 기능이 있는 함수를 표시합니다.
지우기 기계: 열립니다 용접 롤러, 풀러, 및 끄기 열 시스템.
셀 #1 풀러: 불이 켜지면 이 이 셀 #1의 풀러 를 활성화합니다.
셀 #2 풀러: 불이 켜지면 이 이 셀 #2의 풀러 를 활성화합니다.
FWD/REV Jog: 이 버튼( )은 셀( )을 조그하여 앞으로 또는 뒤로 이동시킵니다.
셀 #2 Cut:
Reset: 이 는 이 를 커터 를 홈 위치 로 보내며, 가 주기 동안 멈춘 경우.
Cut: 이( )는 커터 를 동작으로 설정합니다.
샤프닝: 이( )는 커터기( )를 실행하고 운영자( )가 샤프너( )를 누르는 것을 허용합니다.

기계 통계: 시간 미터 기계 뿐만 아니라 모든 개별 용접 헤드. 시간 미터 는 재설정 가능 기술 수준 아래에서 로깅할 때 재설정 가능합니다.

C#1 CS Quick 구성 화면: 이 는 각 용접 헤드 현재 열 상태를 표시합니다.
실제 온도: 이 는 기계 용접 헤드 의 실제 현재 온도 를 보여줍니다.
설정점: 이것은 설정값 우리가 원하는 머신 도달할 을 보여줍니다.
+/- 알람 밴드: 사용 ~ 설정 알람 미만/이상 설정 설정 포인트 온도.
Heat: 이 버튼은 의 열 을 선택한 열 시스템 선택한 셀을 로 전환합니다.
스윙: 이 버튼( )은 열 시스템 스윙을 켭니다.
모터: 이 버튼( )은 선택한 열 시스템 시스템 선택한 셀 선택한 모터 를 켭니다.
롤러: 이 버튼 은 낮추거나 또는 올려 용접 롤러를 올립니다.
감기 Gun 1, 3: 보조 공기 냉각기를 켜고, 이 은 냉각을 위해 사용되며, 솔기를 냉각합니다.

메뉴 화면 메인 화면 에는 사용 가능한 모든 하위 메뉴 기계 제어 가 표시됩니다.

*검사에 따라 필요에 따라 부품을 교체해야 함을 나타냅니다.
+현장에 보관해야 하는 부품을 표시합니다.
13.0 유지 관리
경고! 자격을 갖춘 기술자 만이 이 기계에서 유지보수 를 수행할 수 있습니다. 이 는 Miller Weldmaster 담당자 또는 누군가 교육을 받은 사람 밀러 웰드마스터 담당자.
경고! 컴퓨터 는 반드시 전원 소스 에서 분리된 상태여야 하며, 전에 유지보수 를 수행할 수 있습니다.
베어링
밀러 웰드마스터 모듈라인 젠 II 멀티 실러 에는 여러 개의 베어링이 있으며, 비록 유지보수가 많이 필요하지 않더라도 높은 유지보수 품목, 베어링 은 한 달에 한 번 검사 하여 한 달에 한 번 검사하여 과도한 부식이 없는지 확인해야 합니다, xml-ph-0030@deepl.또한 검사 느슨함 또는 마모. 필요한 경우 80w-90w 기어 오일로 베어링을 6 개월마다 한 번씩 윤활하십시오.
공기 필터 카트리지
밀러 웰드마스터 모듈라인 젠 II 멀티 실러 에는 공기 압축기 가 있어 공기 흐름 을 열 요소에 공급합니다. 주기적인 청소 및 공기 필터 카트리지 의 변경은 xml-ph-0030@deepl.inte 에 필요합니다.불충분한 공기 흐름 또는 불순물 공기 흐름 은 열 요소 또는 온보드 압축기의 수명을 단축시킵니다.
최상의 성능을 위해 매주 공기 필터를 청소하세요. 일단 당신은 더 이상 더 이상 검은색 텍스트 측면 필터 카트리지 그것은 시간 교체 필터.
공통 구성 요소
열 요소
밀러 웰드마스터 모듈라인 젠 II 멀티 실러 는 1000°F(537°C)에서 1000시간 동안 사용할 수 있도록 등급을 받았습니다.적절한 유지 보수를 통해 더 긴 열 요소 수명이 가능하지만, 1000 시간 은 평균 입니다. 만약 열 요소가 조기에 고장 나면 교체하기 전에 Miller Weldmaster 담당자에게 문의하십시오.
체인
밀러 웰드마스터 모듈라인 젠 II 멀티 실러 에는 여러 개의 체인 이 있으며, 이 는 용접 롤러 및 풀러를 구동하는 데 사용된다. 비록 높은 유지보수 품목은 아니지만, 체인은 한 달에 한 번씩 한 달에 한 번씩 한 달에 한 번씩 검사하여 거기에 과도한 부식, 녹, 또는 먼지가 없는지 확인해야 합니다.또한 느슨해지거나 느슨해지지 않았는지 점검합니다. 필요한 경우, 한 달에 한 번 체인에 80w - 90w 기어 오일로 윤활유를 바르십시오.
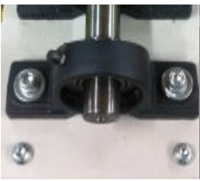
조정 조정 위 단위 용접 롤러 드라이브 체인
상단 유닛
상부 유닛 체인을 조일 때, 반드시 용접 롤러 의 유격을 확인해야 합니다. 용접 롤러 는 단지 뒤로 움직이고 앞으로 1/8인치 정도만 움직여야 합니다. 장력 볼트의 너트 를 느슨하게 풀어주십시오.일단 너트 가 풀리면 볼트를 시계 방향으로 돌려 용접 롤러 가 움직이지 않을 때까지 돌립니다. 그런 다음 뒤로 장력 조절 볼트를 시계 반대 방향으로 돌려 용접 롤러 가 1/8 an xml-p
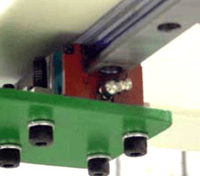
메인 드라이브 체인
메인 체인 에서 까지 클러치 는 조금 느슨해야 합니다. 커버 를 의 상단 에서 헤드 를 떼어냅니다. 체인 을 풀어서 드라이브 모터 마운트 를 의 쪽 으로 조정합니다. 체인은 아이들러 스프라켓 약 3/16 인치 에서 당겨 빼내야 하지만 충분하지 않아서 톱니에서 빠지게 됩니다. 만약 체인 이 너무 조이면 클러치 가 제대로 작동하지 않습니다 .
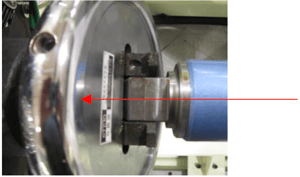
변경 열전대
모듈라인 Gen II 멀티 실러 는 열전대 를 사용하여 공기 온도를 바로 읽은 후 노즐에 도달합니다. 일반적인 수명 기대 수명 열전대 는 달라질 수 있습니다. 열전대 는 기계 가 에서 +/- 2 섭씨 온도(+/- 1 섭씨 온도) 의 일정한 온도 를 유지하지 못하거나 열 요소 가 조기에 소진되는 경우 교체해야 합니다.
경고! 자격을 갖춘 기술자 만이 기계에서 모든 유지 보수 를 수행할 수 있습니다. 이 는 밀러 용접 마스터 대표 또는 누군가 교육을 받은 밀러 용접 마스터 대표.
경고! 머신 은 반드시 전원 소스 에서 분리되어야 하며, 전에 유지보수 를 시작해야 합니다.
1. Turn 의 메인 power 연결 해제 에 의 off 위치.
2. 전원 공급 장치에서 전원 코드를 분리합니다. 전원 코드가 전원 공급 장치에 연결되어 있는 경우 정션 박스에서 전원을 끕니다.

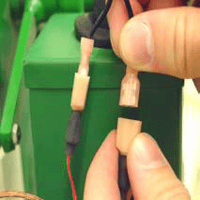
3. 3. 열전대 리드 2개를 분리합니다.

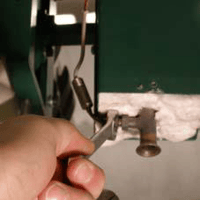
4. 4. 클램프를 풀어 열풍 노즐을 분리합니다.



7/16 렌치를 사용하여 조심스럽게 을 풀고 열전대 너트를 제거합니다.




열전대 와이어 마운트를 모두 설치합니다.



변경 열 원소
가열 요소 사용 밀러 웰드 마스터 기계 는 정격 1000 시간 사용 1000 도 F (537 도 C). 비록 더 긴 열 요소 수명 은 가능 적절한 xml과 함께 열 요소 가 조기에 고장 나면 교체하기 전에 Miller Weldmaster 담당자에게 문의하십시오. 교체하기 전에 두 요소 모두 변경하는 것이 좋습니다 하나만 타는 경우에도 .
1. Turn 의 메인 power 연결 해제 에 의 off 위치.

3. 2 열전대 리드를 분리합니다.





8. 알루미늄 에어 디바이더를 고정하는 나사 4개를 풉니다.

9. 9. 알루미늄 에어 디바이더를 제거합니다.

10. 10. 발열체 하우징에서 발열체를 조심스럽게 분리합니다.

참고: 유리 또는 와이어의 파편 에서 파손된 파편이 있는지 검사하십시오. 누락된 파편 은 이중 요소 하우징 또는 노즐에 있을 것입니다. 이러한 파편 은 새 설치하기 전에 제거해야 합니다 .
11. 조심스럽게 설치 2 new 열 요소 에 의 dual 요소 주택.





모듈라인 2세대 멀티 실러 문제 해결하기
자주 묻는 질문
용접을 잘 못하시나요?
열, 속도, 용접 롤러 압력 및 노즐 배치를 확인합니다. 언와인드 스탠드의 장력도 용접에 영향을 줄 수 있습니다.
시작할 때마다 구멍이 뚫리고 있습니다.
드라이브 지연 시간이 높음으로 설정되어 있습니다.
시작과 끝 사이에 용접되지 않은 부분이 있습니다.
드라이브 지연 시간이 낮음으로 설정되어 있습니다.
재료가 가이드를 통해 원활하게 흐르지 않습니다.
각 가이드의 정렬을 확인합니다.
주 전원 차단을 켜면 전원이 들어오지 않는 것 같은데요?
차단기가 켜짐 위치에 있는지 확인하고, 샵 에어라인이 기계에 연결되어 있고 밸브가 열리도록 돌려져 있는지 확인합니다. 각 비상 정지 버튼을 확인하여 눌린 버튼이 있는지 확인합니다. 눌린 비상 정지 버튼을 찾으면 기계가 안전하게 작동할 수 있는 상태이고 모든 사람이 비켜 서 있는지 확인합니다. 비상 정지 버튼을 시계 방향으로 돌려서 해제합니다. 메인 제어판의 리셋 버튼을 누릅니다.
모터 버튼이 켜짐 위치로 설정되어 있는데 시작을 누르면 움직이지 않나요?
전기 기술자에게 컨트롤 박스를 조사하여 모든 인버터가 준비되었는지 확인하도록 합니다.
온도가 올라가지 않습니다.
전기 기술자에게 히터 릴레이의 퓨즈가 타 버리지 않았는지 점검해 달라고 요청하세요. 발열체를 점검하여 타 버리지 않았는지 확인합니다. 모든 퓨즈와 발열체가 양호하면 히터 릴레이를 교체합니다.
재료가 기계를 통해 움직이지 않습니다.
풀러가 닫혀 있는지 확인합니다.
자료는 가이드에 남지 않습니다.
언와인드 스탠드의 브레이크 압력을 확인하세요. 압력이 올바른 경우 상단 클러치 압력을 높입니다.
15.0 예비 부품

16.0 용접 팁
용접 팁

용접 불량: 좋은 용접이 아닙니다. 원단이 어느 정도 용접되었지만 100% 용접된 것으로 간주할 수 있는 수준은 아닙니다. 이 용접이 예외가 되려면 두 가지 중 하나가 발생해야 합니다. 속도를 줄이거나 열을 높여야 합니다.

양호 Weld: 이 는 좋은 용접입니다. 패브릭 은 용접 100%입니다. 당신은 볼 수 있습니다 패브릭 은 박리 의 전체 너비 의 솔기.

위쪽 용접 롤러 Going Too Slow: 상단 용접 롤러 는 너무 느립니다. 녹색 패널 는 왼쪽 측면 용접기 및 노란색 패널 은 오른쪽 측면 통해 로 이동합니다. 상단 용접 롤러 는 하단 용접 롤러보다 느리게 진행됩니다. 이 는 하단 또는 왼쪽 패널의 주름 의 에 표시됩니다. 상단 용접 롤러 클러치 압력 은 ~ xml-ph-0031@d가 필요합니다.

위쪽 용접 롤러 Going Too Fast: 의 상단 용접 롤러 가 너무 빠릅니다. 녹색 패널 은 의 왼쪽 쪽 과 의 용접기 및 의 노란색 패널 은 의 오른쪽 쪽 을 통해 로 이동합니다. 상단 용접 롤러 는 하단 용접 롤러 보다 더 빠르게 진행됩니다. 이 는 상단 또는 오른쪽 패널의 주름 의 에 표시됩니다. 상단 용접 롤러 클러치 압력 은 xml-ph-0031@d가 되려면 가 필요합니다.

Too 많이 수축: 소재에서 너무 많은 수축 많은 열가소성 수지 는 가열되면 수축하는 경향이 있습니다. 이 는 과열로 인해 발생했습니다.

완벽함 Seam: 이 는 완벽한 솔기의 예시 입니다. 거기에 는 물결 모양, 주름, 또는 주름이 없습니다.
