본 사용 설명서는 RFlex 트래블 익스트림 작동 시 지침을 제공하기 위한 것입니다. 용접기가 최적의 성능을 발휘할 수 있도록 권장 사항과 사양을 정확하게 따르시기 바랍니다.
목차
- 1장: 사용 목적
- 2장: 안전 표지판 및 그림
- 3장: 3장: 기술 데이터
- 4장: 4장: 기술 설명
- 5장: 조립 및 설치
- 6장: 운영
- 7장: 용접 파라미터 선택
- 8장: 8장: 유지 관리
- 9장:
산업 보건 및 안전
- 10장: 전기 문서
- 11장: 공압식 문서
- 12장: 일반 지침
- 13장: 부록
- 14장: 추가 머신 문서
이 기계에 대한 자세한 기술 정보는 해결 센터(1-855-888-WELD)로 전화하거나 이메일을 보내주십시오. service@weldmaster.com.
1.0 머신 개요/사용 목적
Miller Weldmaster 는 트래블링 헤드 고주파 용접기 분야의 선도 기업입니다. 트래블링 헤드 RFlex 용접기는 대형 타포린, 텐트, 차양 시스템, 트럭 커버, 수영장 커버, 항공사 격납고, 광고판, 간판, 사이드 커튼 및 기타 많은 일반 기술 직물 접합을 위해 특별히 설계되었습니다. 기계에는 투명 PVC로 만든 원형 창 프로파일 및 정밀한 밀봉이 필요한 기타 모양을 용접하기 위한 특수 곡선 전극을 장착할 수 있습니다.
RFlex Travel 모델에는 주파수 인버터와 글라이드 온 레일로 제어되는 특수 고정밀 리니어 모션 기어가 장착되어 있어 완벽한 연속 직선 이음새를 구현할 수 있습니다. 작업 테이블에 거터가 있어 자재를 쉽게 다룰 수 있습니다. 최대 12미터 길이의 진공 작업대(옵션)와 레이저 가이드를 사용하면 대형 재료를 취급하고 정밀한 용접 위치를 지정하여 빠른 생산 설정을 할 수 있습니다.
터치 스크린 HMI와 프로그래밍 가능한 PLC를 사용하여 작업자는 여러 용접/심 레시피를 쉽게 입력할 수 있습니다. RFlex 여행 용접기에는 무거운 생산 부하와 강화 된 고하 중 직물을위한 RF 전원 출력이 있습니다.
자동 용접 사이클, 공압식 구동 용접 바, 전자 모션 카운터 제어 길이 , 이동 거리 및 용접 사이클 번호 이 기계를 완벽한 도구 높은 엔드 제품 여기서 정밀도, 내구성 및 강도가 핵심입니다.
RFlex 특수 부착물과 용접 전극을 사용하여 트래블을 쉽게 업그레이드하고 케더 생산 기계로 전환할 수 있습니다.
가장 중요한 기계 기능입니다:
- 기계의 일상적인 유지 관리가 매우 간단합니다;
- 누름을 정밀하게 조정할 수 있습니다;
- 제조업체가 제어판에 비상 버튼을 설치한 경우;
- 기계가 켜져 있을 때 작업자의 안전을 강화하기 위해 기계에 신호등 기둥이 장착되어 있습니다;
- 작업자는 HMI 터치 감지 패널을 통해 기계의 듀티 사이클을 프로그래밍하고 제어할 수 있습니다;
- 프로그래밍 도구를 사용하면 작업자가 시스템에 용접 시간, 출력, 냉각 시간 등의 파라미터를 입력할 수 있습니다;
- 작업자는 기계에 설치된 HMI 패널을 사용하여 다양한 유형의 전극 작업에 사용되는 용접 프로그램은 물론 다양한 종류의 재료에 대한 많은 용접 프로그램을 저장할 수 있습니다;
- 작업자의 편의를 위해 기계에는 용접 전극을 빠르게 교체할 수 있도록 특별히 설계된 전극 홀더가 장착되어 있습니다;
- 기계에서 방출되는 고주파 비이온화 방사선의 증가로부터 사용자를 보호하기 위해 기계에 추가 접지 전극이 장착되어 있습니다;
- ZTG RF 자동 튜닝 시스템™ - 작업자의 안전을 높이기 위해 자동 출력 전력 제어 시스템이 장착되어 있습니다;
- ZTG SafeDOWN™ - 기계가 내려갈 때 전극으로부터 작업자를 효과적으로 보호할 수 있는 시스템이 장착되어 있습니다;
- 아크 오버로 인한 손상으로부터 용접되는 전극과 원자재를 보호하는 또 다른 장비의 시스템인 ZTG Flash™;
- 모든 기계는 CE 적합성 인증서를 받았습니다.
고주파 기술:
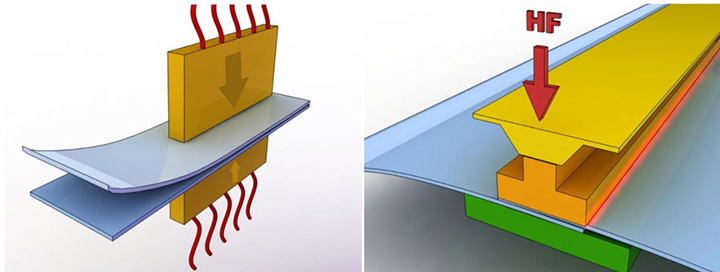
고주파(RF) 또는 유전체 용접으로 알려진 고주파 용접은 접합할 부위에 무선 주파수 에너지를 가하여 재료를 서로 융합하는 과정입니다. 용접 결과물은 원래 재료만큼 강해질 수 있습니다.
HF 용접은 빠르게 교대하는 전기장에서 열을 발생시키기 위해 용접되는 재료의 특정 특성에 의존합니다. 즉, 특정 재료만 이 기술을 사용하여 용접할 수 있습니다. 이 공정에는 일반적으로 두 개의 금속 막대 사이에 적용되는 고주파(대부분 27.12MHz) 전자기장에 접합할 부품을 노출시키는 과정이 포함됩니다. 이 막대는 가열 및 냉각 중에 압력 도포기 역할도 합니다. 동적 전기장은 극성 열가소성 플라스틱의 분자를 진동시킵니다. 분자의 형상과 쌍극자 모멘트에 따라 이 진동 운동의 일부가 열 에너지로 변환되어 재료의 가열을 유발할 수 있습니다. 이러한 상호 작용의 척도는 온도와 주파수에 따라 달라지는 손실 계수입니다.
폴리염화비닐(PVC)과 폴리우레탄은 RF 공정으로 용접할 수 있는 가장 일반적인 열가소성 플라스틱입니다. 나일론, PET, PET-G, A-PET, EVA 및 일부 ABS 수지를 포함한 다른 폴리머도 RF 용접이 가능하지만, 예를 들어 나일론과 PET는 RF 출력과 함께 예열된 용접봉을 사용할 경우 용접할 수 있는 등 특별한 조건이 필요합니다.
일반적으로 고주파 용접은 PTFE, 폴리카보네이트, 폴리스티렌, 폴리에틸렌 또는 폴리프로필렌에는 적합하지 않습니다. 그러나 PVC 사용에 대한 제한이 임박함에 따라 RF 용접이 가능한 특수 등급의 폴리올레핀이 개발되었습니다.
HF 용접의 주요 기능은 두 개 이상의 두께로 된 판재에 접합부를 형성하는 것입니다. 다양한 옵션 기능이 존재합니다. 용접 툴을 조각하거나 프로파일링하여 전체 용접 부위에 장식적인 외관을 부여하거나 엠보싱 기술을 통합하여 용접된 품목에 글자, 로고 또는 장식 효과를 넣을 수 있습니다. 용접 표면에 인접한 절삭 날을 통합함으로써 이 공정은 재료의 용접과 절단을 동시에 수행할 수 있습니다. 절삭 날은 뜨거운 플라스틱을 충분히 압축하여 여분의 스크랩 재료가 찢어질 수 있도록 하기 때문에 이 공정을 종종 티어 씰 용접이라고 합니다.
 주의: 제조업체는 본 기기를 부적절하게 사용하여 발생하는 어떠한 손상이나 부상에 대해서도 책임을 지지 않습니다.
주의: 제조업체는 본 기기를 부적절하게 사용하여 발생하는 어떠한 손상이나 부상에 대해서도 책임을 지지 않습니다.
주의: 기기를 최적의 안전한 방법으로 사용하려면 본 작동 및 유지보수 매뉴얼에 포함된 모든 지침을 주의 깊게 읽고 따르시기 바랍니다.
주의: 작업 안전, 작동 절차 및 용접기 위험에 대해 교육을 받은 모든 작업자와 용접기 작동 자격이 있는 작업자는 계약자가 첨부된 양식에 읽기 쉬운 서명으로 서명해야 합니다.
주의: 본 고주파 용접기는 장애인이 사용하기에 부적합한 버전으로 설계 및 생산되었습니다. 장애인이 기계를 작동할 경우, 제조업체와 상의하여 기계를 적절히 개조해야 합니다.
2.0 안전 표지판 및 픽토그램
2.1 일반 정보
용접기를 최적의 안전한 방법으로 사용하기 위해서는 본 작동 및 유지보수 매뉴얼에 포함된 모든 지침, 특히 모든 경고, 금지, 제한 및 명령 정보 및 표시를 주의 깊게 읽고 따르시기 바랍니다.
고객은 본 운영 및 유지 관리 매뉴얼에 포함된 정보를 바탕으로 직원을 위한 워크스테이션 매뉴얼을 정교하게 작성해야 합니다.
고객은 본 운영 및 유지보수 매뉴얼에 대한 지식이 부족하거나 산업 보건 및 안전의 원칙을 준수하지 않아 발생하는 모든 사건에 대해 전적으로 법적, 물질적 책임을 집니다.
기기에 표시된 경고 및/또는 후속 작동 및 유지보수 매뉴얼에 설명된 내용을 숙지하는 것은 엄연한 의무입니다.  주의: HF 용접기를 작동하는 사람은 작업에 들어가기 전에 반드시 후속 작동 및 유지보수 매뉴얼을 숙지해야 합니다.
주의: HF 용접기를 작동하는 사람은 작업에 들어가기 전에 반드시 후속 작동 및 유지보수 매뉴얼을 숙지해야 합니다.
주의: 본 운영 및 유지보수 매뉴얼과 생산 기술의 적절한 특성에 근거하여 수신자 또는 수신자가 승인한 사람은 다음과 같습니다. 의무 기한 를 클릭하여 운영자를 위한 워크스탠드 매뉴얼을 발행할 수 있습니다.
주의: 고주파 용접기는 기기에서 발생할 수 있는 위험을 특별히 고려하여 기기 서비스 및 산업 안전에 대한 교육을 받은 작업자만 작동할 수 있습니다.
주의: 기기의 전체 작동 수명 동안 기기 제조업체는 구매자에게 제조업체가 제공하는 숙련된 서비스 담당자 또는 제조업체가 승인한 서비스 팀을 이용할 것을 제안합니다.
주의: 제조업체는 용접기를 산업 환경에만 설치할 것을 강력히 권장합니다.
주의: 기계의 수평이 적절히 유지되어야 하며 작동 위치가 고정되어 있어야 합니다.
주의: 운송(이동) 중 기기를 부주의하게 취급하면 심각한 부상이나 사고가 발생할 수 있습니다.
 주의: 발전기는 전력망 3 x480VAC; 50Hz의 생명에 위험한 전압으로 전원이 공급됩니다. 이 장치의 고전압은 최대 8000VDC입니다. 모든 서비스 또는 예방 활동은 법에서 요구하는 권한을 가진 훈련된 직원만 수행할 수 있습니다.
주의: 발전기는 전력망 3 x480VAC; 50Hz의 생명에 위험한 전압으로 전원이 공급됩니다. 이 장치의 고전압은 최대 8000VDC입니다. 모든 서비스 또는 예방 활동은 법에서 요구하는 권한을 가진 훈련된 직원만 수행할 수 있습니다.
주의: 구매자는 사용 중인 각 장치에 대해 감전 방지 설치의 적절한 실행과 정기적인 예방 관리를 수행해야 합니다. 이 문제에 대한 모든 책임은 구매자에게 있습니다.
주의: 램프 전압은 제품의 데이터시트에 명시된 것과 동일해야 하며, 백열등 변압기의 1차측에 있는 분기를 사용하여 조정할 수 있습니다.
주의: 램프는 설치 후 약 1시간 동안 예열해야 합니다.
 주의: 프레스의 활성 프레싱 유닛 구역 내에서의 모든 작업, 즉 기기 교체는 숙련된 서비스 팀에 의해서만 특별 예방 조치를 통해 수행될 수 있습니다.
주의: 프레스의 활성 프레싱 유닛 구역 내에서의 모든 작업, 즉 기기 교체는 숙련된 서비스 팀에 의해서만 특별 예방 조치를 통해 수행될 수 있습니다.
 주의: 비상 버튼을 누르면 언제든지 기계의 비상 정지가 가능합니다. 중지 버튼(노란색 배경의 빨간색 버튼)을 클릭합니다.
주의: 비상 버튼을 누르면 언제든지 기계의 비상 정지가 가능합니다. 중지 버튼(노란색 배경의 빨간색 버튼)을 클릭합니다.
 주의: 미끄러지거나 넘어질 위험을 최소한으로 줄이려면 기계, 바닥, 수동 홀더 및 그립의 작업 환경이 항상 깨끗하고 오염, 기름, 진흙이 없어야 합니다.
주의: 미끄러지거나 넘어질 위험을 최소한으로 줄이려면 기계, 바닥, 수동 홀더 및 그립의 작업 환경이 항상 깨끗하고 오염, 기름, 진흙이 없어야 합니다.
주의: 접근 패널을 제거하거나 도어를 열기 전에 기기의 플러그를 뽑으십시오. 이 기기를 작동하기 전에 모든 가드와 액세스 패널이 제자리에 있어야 합니다.
 주의: 전극의 온도는 최대 100°C입니다. 따라서 만지면 화상을 입을 수 있습니다.
주의: 전극의 온도는 최대 100°C입니다. 따라서 만지면 화상을 입을 수 있습니다.
 주의: 램프에는 독성이 강한 희토류 금속과 희토류 금속 산화물이 포함되어 있습니다. 램프가 파손된 경우 다음과 같이 최대한 주의를 기울여 폐기해야 합니다. 전문화 서비스.
주의: 램프에는 독성이 강한 희토류 금속과 희토류 금속 산화물이 포함되어 있습니다. 램프가 파손된 경우 다음과 같이 최대한 주의를 기울여 폐기해야 합니다. 전문화 서비스.

 주의: 고주파 용접기는 비이온성 전자기 방사선의 발생원입니다. 구매자의 장소에 기계를 설치한 후 비이온성 방사선 측정을 수행해야 합니다. 방사선 측정은 공인된 업체에서 수행해야 합니다.
주의: 고주파 용접기는 비이온성 전자기 방사선의 발생원입니다. 구매자의 장소에 기계를 설치한 후 비이온성 방사선 측정을 수행해야 합니다. 방사선 측정은 공인된 업체에서 수행해야 합니다.
 주의: 고주파 용접기는 전치 시 비이온 방사선 강도를 새로 측정해야 하므로 견고한 작업장에서 사용해야 합니다..
주의: 고주파 용접기는 전치 시 비이온 방사선 강도를 새로 측정해야 하므로 견고한 작업장에서 사용해야 합니다..
 주의: 심박 조율기를 이식한 사람이 활성 방사선 구역에 머무는 것은 금지되어 있습니다..
주의: 심박 조율기를 이식한 사람이 활성 방사선 구역에 머무는 것은 금지되어 있습니다..
주의: 제조업체는 임산부나 수유 중인 여성은 활성 비이온 방사선 구역에서 근무하지 말 것을 권장합니다..
주의: 공압식 설비의 공기 필터를 한 달에 한 번 이상 청소하세요.
 주의..! 거기 는 레이저 표시기 in 의 장치. 아니요 상황 should 의 레이저 빔 be 지시 를 향해 눈 as it can 원인 임시 실명 또는, in 극단적인 경우, 영구적 시력 피해.
주의..! 거기 는 레이저 표시기 in 의 장치. 아니요 상황 should 의 레이저 빔 be 지시 를 향해 눈 as it can 원인 임시 실명 또는, in 극단적인 경우, 영구적 시력 피해.
 고주파 기계 서비스 및 산업 안전 규정에 대한 사전 교육을 받지 않은 사람이 용접기에서 작업을 수행하는 것은 금지되어 있으며, 기계에서 발생할 수 있는 위험을 특별히 고려해야 합니다.
고주파 기계 서비스 및 산업 안전 규정에 대한 사전 교육을 받지 않은 사람이 용접기에서 작업을 수행하는 것은 금지되어 있으며, 기계에서 발생할 수 있는 위험을 특별히 고려해야 합니다.  서비스 및 산업 안전 규정에 대한 사전 교육을 받지 않은 작업자가 기계를 켜는 것은 금지되어 있습니다.
서비스 및 산업 안전 규정에 대한 사전 교육을 받지 않은 작업자가 기계를 켜는 것은 금지되어 있습니다.  서비스 및 산업 안전 규정에 대한 사전 교육을 받지 않은 작업자가 기계를 켜는 것은 금지되어 있습니다.
서비스 및 산업 안전 규정에 대한 사전 교육을 받지 않은 작업자가 기계를 켜는 것은 금지되어 있습니다.  발전기와 기계를 사전에 전원 공급 장치에서 분리하지 않고 서비스 또는 예방 작업을 수행하는 것은 엄격히 금지되어 있습니다.
발전기와 기계를 사전에 전원 공급 장치에서 분리하지 않고 서비스 또는 예방 작업을 수행하는 것은 엄격히 금지되어 있습니다. 다음과 같은 시도를 하는 것은 엄격히 금지되어 있습니다. 프레스 내 전극 또는 프레스 유닛의 요소를 만지지 마십시오. 용접 중에 만지거나 고주파 전류 또는 고온에 의해 화상을 입을 수 있습니다. oC. 보호 커버를 열고 작업하거나 주요 버튼을 막는 등 기계의 안전 상태를 저하시킬 수 있는 어떠한 조치도 취하는 것은 엄격히 금지되어 있습니다.임산부나 수유 중인 여성은 활성 비이온 방사선 구역에 머무는 것이 금지되어 있습니다.
다음과 같은 시도를 하는 것은 엄격히 금지되어 있습니다. 프레스 내 전극 또는 프레스 유닛의 요소를 만지지 마십시오. 용접 중에 만지거나 고주파 전류 또는 고온에 의해 화상을 입을 수 있습니다. oC. 보호 커버를 열고 작업하거나 주요 버튼을 막는 등 기계의 안전 상태를 저하시킬 수 있는 어떠한 조치도 취하는 것은 엄격히 금지되어 있습니다.임산부나 수유 중인 여성은 활성 비이온 방사선 구역에 머무는 것이 금지되어 있습니다. 심박조율기를 이식한 사람이 활성 비이온 방사선 구역에 머무는 것은 엄격히 금지되어 있습니다.
심박조율기를 이식한 사람이 활성 비이온 방사선 구역에 머무는 것은 엄격히 금지되어 있습니다. 금지되어 있습니다. 금속 정형 외과 임플란트를 가진 사람이 활성 비이온 방사선 구역에 머무르는 것은 금지되어 있습니다.
금지되어 있습니다. 금속 정형 외과 임플란트를 가진 사람이 활성 비이온 방사선 구역에 머무르는 것은 금지되어 있습니다. 활성 비이온 방사선 금속 공구를 반입하는 것은 금지되어 있습니다.
활성 비이온 방사선 금속 공구를 반입하는 것은 금지되어 있습니다. 엄격히 금지되어 있습니다. 물이나 기타 액체를 사용하여 발전기 및 기계의 화재를 진압할 수 있습니다.
엄격히 금지되어 있습니다. 물이나 기타 액체를 사용하여 발전기 및 기계의 화재를 진압할 수 있습니다. 기계가 작동하는 동안 보호 커버를 제거하는 것은 엄격히 금지되어 있습니다.
기계가 작동하는 동안 보호 커버를 제거하는 것은 엄격히 금지되어 있습니다. 작동 중 호스를 내려놓거나 시스템을 내려놓는 행위는 엄격히 금지되어 있습니다.
작동 중 호스를 내려놓거나 시스템을 내려놓는 행위는 엄격히 금지되어 있습니다. 작동 중인 기계 주변에 오일, 용제 또는 기타 유독성 액체 폐기물을 버리는 것은 금지되어 있습니다.
작동 중인 기계 주변에 오일, 용제 또는 기타 유독성 액체 폐기물을 버리는 것은 금지되어 있습니다. 작동 중인 기계 주변에서 휴대전화를 사용하는 것은 금지되어 있습니다..
작동 중인 기계 주변에서 휴대전화를 사용하는 것은 금지되어 있습니다.. 작동 중인 기기 주변에서 화기를 사용하는 것은 금지되어 있습니다.
작동 중인 기기 주변에서 화기를 사용하는 것은 금지되어 있습니다. 작동 중인 기기 주변에서 흡연하는 것은 금지되어 있습니다.
작동 중인 기기 주변에서 흡연하는 것은 금지되어 있습니다. 작동 중인 기계 주변에서 술을 마시거나 술에 취한 작업자가 모든 기기를 조작하는 것은 금지되어 있습니다.
작동 중인 기계 주변에서 술을 마시거나 술에 취한 작업자가 모든 기기를 조작하는 것은 금지되어 있습니다. 작동 중인 기기 주변에서 섭취하는 것은 금지되어 있습니다.
작동 중인 기기 주변에서 섭취하는 것은 금지되어 있습니다. 발전기에서 작업을 수행하는 모든 사람을 교육할 의무가 있으며, 기계에서 발생할 수 있는 위험을 특별히 고려하여 기계 서비스 및 산업 안전 규정을 교육해야 합니다..
발전기에서 작업을 수행하는 모든 사람을 교육할 의무가 있으며, 기계에서 발생할 수 있는 위험을 특별히 고려하여 기계 서비스 및 산업 안전 규정을 교육해야 합니다.. 설계된 모든 보호 커버와 차단 키 버튼을 사용해야 할 의무가 있습니다.
설계된 모든 보호 커버와 차단 키 버튼을 사용해야 할 의무가 있습니다. 기계가 잘못 작동하는 모든 경우에 대해 감독자 및/또는 교통 담당자에게 알려야 할 의무가 있습니다.
기계가 잘못 작동하는 모든 경우에 대해 감독자 및/또는 교통 담당자에게 알려야 할 의무가 있습니다. 고주파 기계에서 프레스에 걸리거나 끌릴 수 있는 부품이 최소화된 작업복을 사용할 의무가 있습니다.
고주파 기계에서 프레스에 걸리거나 끌릴 수 있는 부품이 최소화된 작업복을 사용할 의무가 있습니다. 용접기 요소(전극, 누름 장치)에 대한 모든 작업은 특수 보호 장갑을 사용하여 수행해야 합니다.
용접기 요소(전극, 누름 장치)에 대한 모든 작업은 특수 보호 장갑을 사용하여 수행해야 합니다. 근로자는 미끄럼 방지 작업화를 착용할 의무가 있습니다.
근로자는 미끄럼 방지 작업화를 착용할 의무가 있습니다. 다음을 수행할 의무가 있습니다. 작업자의 헤드기어 사용.
다음을 수행할 의무가 있습니다. 작업자의 헤드기어 사용. 작동 중인 기계 주변의 바닥을 청결하게 유지할 의무가 있습니다.
작동 중인 기계 주변의 바닥을 청결하게 유지할 의무가 있습니다. 고주파 기계 서비스 및 산업 안전 규정에 대한 교육을 받은 작업자가 용접기를 작동해야 할 의무가 있습니다.비상 정지 버튼을 사용하여 기계가 잘못 작동하는 경우 즉시 기계를 꺼야 할 의무가 있습니다..엄격하게 의무화되어 있습니다. 서비스 또는 예방 작업을 시작하기 전에 발전기와 기계를 모든 공급 매체에서 분리해야 합니다.엄격하게 의무화되어 있습니다. 고주파 발생기에서 세라믹 커패시터를 방전시키는 데 사용됩니다. 전원이 차단된 후에도 수천 볼트의 전압에서 충전을 유지할 수 있어 생명에 위험을 초래할 수 있습니다.
고주파 기계 서비스 및 산업 안전 규정에 대한 교육을 받은 작업자가 용접기를 작동해야 할 의무가 있습니다.비상 정지 버튼을 사용하여 기계가 잘못 작동하는 경우 즉시 기계를 꺼야 할 의무가 있습니다..엄격하게 의무화되어 있습니다. 서비스 또는 예방 작업을 시작하기 전에 발전기와 기계를 모든 공급 매체에서 분리해야 합니다.엄격하게 의무화되어 있습니다. 고주파 발생기에서 세라믹 커패시터를 방전시키는 데 사용됩니다. 전원이 차단된 후에도 수천 볼트의 전압에서 충전을 유지할 수 있어 생명에 위험을 초래할 수 있습니다. 램프는 항상 원래 제조업체의 포장 상태로, 램프에 부딪히거나 흔들리지 않도록 양극이 위쪽 또는 아래쪽을 향하도록 수직으로 세워서 운반하거나 이동해야 합니다.
램프는 항상 원래 제조업체의 포장 상태로, 램프에 부딪히거나 흔들리지 않도록 양극이 위쪽 또는 아래쪽을 향하도록 수직으로 세워서 운반하거나 이동해야 합니다.3.0 기술 데이터
|
기계 type |
RFlex 여행 |
|
용접 재료 |
PVC, PVC 코팅 직물 |
|
전원 공급 장치 |
3 x 220V; 50/60Hz |
|
PLC 드라이버 |
델타항공 |
|
제어 전압 |
24 VDC |
|
설치 용량 |
22 kVA |
|
RF 전력 출력 |
15 kW |
|
출력 용량 조정 |
수동/자동 튜너 |
|
작동 주파수 |
27,12 MHz |
|
주파수 안정성 |
+/- 0,6 % |
|
플래시 방지 시스템, ZEMAT TG |
초고속 고감도 ARC 센서 |
|
압축 공기 소비량 |
70 nl/주기 |
|
압축 공기 압력 |
0,4-0,8 MPa |
|
최대 전극 길이 |
1500 mm |
|
작업 테이블 크기 |
1620 x 320 mm |
|
액추에이터 스트로크 |
160mm |
|
전극 드라이브 누르기 |
공압식 |
|
압력 힘(최대) |
1900 kG |
|
발전기 램프 |
ITL 12-1 |
|
냉각수 |
공기 |
|
기계 무게 |
~ 1600kg |
|
치수 |
부록 보기 |
4.0 기술 설명
라디오 주파수 용접기 RFlex 여행 의 다음 기본 요소 로 구성됩니다:
- 용접 헤드 - 지지대 프레임 은 용접된 강철 시트 및 성형된 프로파일로 제작되었습니다. 내부 부분 은 의 구조 는 세 개의 영역으로 나눌 수 있습니다:
- 후면 부품 - 여기서 고주파 발전기 발전기 는 양극 변압기 및 제어 캐비닛과 함께 에 위치합니다. 이 부품 은 리미트 스위치가 장착된 탈착식 커버로 보호되며 제한 스위치로 보호됩니다;
- 작업대가 있는 용접 구역. 용접은 중간 플레이트와 절연체로 공압 액추에이터에 연결된 절연 공구 그립에 의해 벤치에 눌려진 전극에 의해 이루어집니다. 용접 구역은 용접 과정에서 테이블에 눌려지는 이동식 접지 전극에 의해 비이온화 방사선으로부터 보호되며 , 그 결과 비이온화 방사선을 제한하는 일종의 커패시터가 생성됩니다. 용접할 재료의 표면이 작업 테이블에 고르게 분포되어 있고 주름이 생기지 않도록 특히 주의해야 합니다. 접지 전극 근처와 그 아래에 금속 물체가 없는지특히 주의해야 합니다. 위의 두 가지 경고의 조건을 준수하지 않으면 전자기장 방출에 영향을 미칠 수 있습니다. 용접 영역 위에는 대부분의 장치 컨트롤이 있는 조작자 패널이 있습니다. 또한 기계에 추가 전극이 장착되어 있어 접지 전극을 사용하지 않고도 용접할 수 있습니다. 홀더에 이러한 종류의 전극을 설치하고 내리기 시작하면 추가 리미트 스위치가 활성화되어 접지 전극의 움직임을 억제합니다.
- 기계 의 드라이브는 의 하부 부분 의 수축. 의 비동기 모터 로 구성되며 의 랙 의 랙 트랜스미션을 통해 연결됩니다. 모터 는 기계의 섀시에 있는 의 제어 캐비닛 에 배치된 인버터 에 의해 제어됩니다. 랙 은 테이블 어셈블리에 고정된 체인 을 통해 이동합니다. 기계의 궤적 은 슬라이딩 또는 휠 캐리지가 이동하는 의 레일 에 의해 제어됩니다.
|
|
 주의! 기계 섀시의 보호 하우징과 설치된 키 리미트 스위치는 비이온화 전자기 에너지의 방출을 최소화합니다. 이러한 보호 장치 없이 HF 용접기에서 작업하는 것은 엄격히 금지되어 있습니다 !!!
주의! 기계 섀시의 보호 하우징과 설치된 키 리미트 스위치는 비이온화 전자기 에너지의 방출을 최소화합니다. 이러한 보호 장치 없이 HF 용접기에서 작업하는 것은 엄격히 금지되어 있습니다 !!!
- 트로프가 있는 작업대 - 적절한 강성을 제공하기 위해 상호 연결된 알루미늄 프로파일로 제작되었습니다. 앞쪽 섹션에서 작업 테이블은 기계가 움직이는 러너(레일)의 베이스인 강철 프로파일에 고정됩니다. 뒤쪽에서는 기계가 레일을 따라 지나가는 동안 아래로 접히는 접이식 기둥으로 작업 테이블을 지지합니다. 작업대 양쪽 끝에는 작업대의 시작과 끝을 표시하는 리미트 스위치를 활성화하는 조절식 범퍼 스위치와 고장 시 작업대 끝에서 기계를 정지시켜 손상을 방지하는 두 개의 탄성 버퍼가 있습니다. 전기 및 공압 전원은 유연한 케이블 가이드에 배치된 케이블을 통해 HF 용접 헤드에 공급됩니다. 전기 및 공압 연결부는 작업 테이블 후면 중앙에 있습니다.
다음과 같은 기계 시스템을 구분할 수 있습니다:
- 제어 시스템은 터치 패널 HMI가 있는 PLC, 제어 패널에 배치된 제어 처리 요소, 제어 캐비닛과 기계 섀시 내부에 배치된 전기 및 전자 어셈블리로 구성됩니다.
- 압축 공기 시스템 압축 공기 준비 어셈블리, 분배 밸브, 감압 밸브 및 공압 실린더로 구성됩니다.
- RF 생성 시스템은 27.12MHz의공진 주파수를 지향하는 고주파 LC 회로와 함께 분산 상수를 가진 자체 활성화 고주파 생성기로 구성됩니다. 이 시스템에는 3극관, 고주파 발생 튜브, 양극 및 필라멘트 변압기, 고주파 발생 튜브의 냉각 시스템도 포함됩니다.
용접 전극 홀더에는 HMI 터치 패널에서 제어되는 자동 그립 시스템이 장착되어 있습니다. 이를 통해 도구 없이 전극을 교체할 수 있습니다.
|
|
이 기계에는 작업자의 손이 눌리지 않도록 보호하는 시스템(ZTG 안티크러쉬)이 내장되어 있습니다. 용접 전극 아래에 손이나 용접 재료의 높이와 다른 높이의 물체를 놓으면 가압 단계에서 전극이 자동으로 위로 당겨집니다.
|
|
또한 기계 섀시에는 레이저 표시기가 설치되어 있어 작업 테이블에서 용접 재료를 쉽게 배치할 수 있습니다.
 주의! 피하기 노출 에 의 레이저 빛! It is 엄격하게 금지됨 응시하다 직접 at 의 레이저 빔! The 레이저 안전 클래스 is 3B (PN-EN 60825 1:2005).
주의! 피하기 노출 에 의 레이저 빛! It is 엄격하게 금지됨 응시하다 직접 at 의 레이저 빔! The 레이저 안전 클래스 is 3B (PN-EN 60825 1:2005).
조립 도면, 함께 함께 치수 치수 의 의 치수와 함께 용접기 는 에 포함되며 이 첨부 파일에 소유자 설명서에 첨부되어 있습니다.

용접 헤드 ( 벤치 제외) - 기본 요소 기계:
- 처리 및 제어 요소는 제어 패널에 배치됩니다;
B -HMI 터치 패널; C - 메인 스위치;
D - 시그널링 칼럼;
E - 제한 스위치 , 전극 위치 표시; F - 접지 전극;
G - 전극 홀더;
5.1 제한 및 의무에 대한 정보 및 표시
제조업체는 운송 시 적절한 기계 포장을 제공합니다. 포장 유형과 내구성은 운송 거리와 운송 수단에 따라 달라지며, 결과적으로 운송 중 손상될 수 있는 잠재적 위험에 따라 달라집니다. 제조사는 모든 고객이 제조사의 운송 수단과 기술 서비스 인력을 이용할 것을 제안합니다.
기기 보관에는 적절한 보관 환경을 제외하고는 특별한 요구 사항이 필요하지 않습니다.
보관실은 날씨 요인으로부터 충분히 보호되어야 하며, 가능한 한 건조하고 허용 가능한 수준의 습도(70% 미만)를 유지해야 합니다. 특히 기술적인 이유로 도장하지 않은 금속 부품의 경우 부식에 대한 적절한 보호 조치를 취해야 합니다.
기계가 상자에 담겨 제공되고 부식 방지 환경을 조성하는 플라스틱으로 포장된 경우, 기계는 전체 보관 기간 동안 포장된 상태로 유지되어야 합니다.
습기로부터 기기를 보호하기 위해 보관실 바닥에 직접 보관하지 말고 팔레트 위에 보관하는 것이 좋습니다.
보관을 포함하여 모든 단계에서 특별한 주의와 취급이 필요한 부품은 제너레이터 램프(3극관)입니다. 램프는 원래 포장된 상태로, 양극이 위쪽 또는 아래쪽을 향하도록 수직으로 세워 건조한 실내에 보관해야 합니다. 램프는 고진공, 금속 및 세라믹 부품으로 매우 깨지기 쉬우므로 낮은 높이에서도 부딪히거나 떨어뜨려서는 안 됩니다.
램프를 때리거나, 떨어뜨리거나, 흔들거나, 기울이면 램프가 영구적이고 돌이킬 수 없는 손상을 입을 수 있으며, 일반적으로 램프가 손상될 수 있습니다. 특히 램프의 필라멘트인 음극이 파손될 수 있으며, 심한 경우 내부 단락이나 램프 파손으로 이어질 수 있습니다.
주의: 제조업체는 임산부나 수유 중인 여성은 활성 비이온 방사선 구역에서 근무하지 말 것을 권장합니다..
위의 조항은 본 기기와 접촉할 수 있는 모든 사람 및 서비스에 모든 충동과 충격에 대한 높은 취약성에 대해 지시하고 경고하기 위한 것입니다. 동시에 불만 처리 과정에서 위에 설명된 영구적 손해와 관련된 어떠한 청구도 받아들여지지 않습니다.
발전기 램프는 매우 비싼 부품이라는 점도 강조해야 합니다.
의심스러운 점이 있는 경우 제조업체의 전문 직원에게 문의하는 것이 좋습니다.
5.2 기기 운송
주문 당사자 사이트에서 기계의 운송 및 설치를 담당하는 당사자는 계약 체결 단계에서 결정되어야 하며, 늦어도 제조업체 사이트에서 기계의 최종 인수 테스트가 완료된 후 장치가 주문 당사자에게 인도되기 전에 결정되어야 합니다.
주의: 운송/이동 중에 기기를 부주의하게 취급하면 심각한 부상이나 사고가 발생할 수 있습니다.
적절한 자격이 없거나 본 작동 및 유지보수 매뉴얼에 설명된 안전 요건을 숙지하지 않은 사람이 기기를 조립, 분해 또는 운반하는 것은 금지되어 있습니다. 이러한 행위는 사고 또는 물질적 손상을 초래할 수 있습니다.
장치의 특정 특성을 고려하여 제조업체는 모든 주문 당사자가 제조업체의 운송 수단 및 기술 서비스 인력을 사용할 것을 제안합니다.
전원 튜브는 운송 또는 이동 작업 전에 반드시 분해해야 합니다.
램프는 항상 원래 제조업체의 포장 상태로, 램프에 부딪히거나 흔들리지 않도록 양극이 위쪽 또는 아래쪽을 향하도록 수직으로 세워서 운반하거나 이동해야 합니다.
주의: 기기를 수직으로 세워서 운반해야 합니다.
기계의 크기와 구조로 인해 운송 또는 이동 시 일부 구성품과 장치를 분해하고 분리해야 합니다. 깨지기 쉽고 값비싼 구성품과 도구(별도의 케이스에 넣어 운반해야 함)는 분해해야 합니다. 발전기 램프를 반드시 분리해야 합니다.
크레인, 지게차, 팔레트 트럭 등 발전기를 안전하게 운반할 수 있는 충분한 리프팅 용량을 갖춘 리프팅 장치를 사용하여 기계를 이동해야 하며, 이러한 리프팅 장치를 조작하는 사람은 법에서 요구하는 모든 유효한 면허와 자격을 갖추고 있어야 합니다.
운송 중(내구성이 높은 포장 상자를 사용하지 않은 경우) 또는 기기를 들어 올리거나 이동하는 과정에서 손상될 수 있는 기계의 모든 구성품은 적절히 고정해야 합니다(분해하여 별도로 포장하는 경우).
장비의 안정적인 위치를 보장하기 위해서는 장시간 운송 시 장비의 적절한 보호(안전 벨트, 앵커 볼트)와 현장 운송 중 보호 및 지원을 보장하는 것이 매우 중요합니다.
기계에 적절한 피팅이 장착되어 있지 않은 경우, 사용 가능한 다른 구멍을 사용하거나 충분한 내구성을 가진 요소를 사용하여 발전기와 기계의 다른 부품이 적절하게 균형을 잡고 안정화되도록 할 수 있습니다.
운송을 계획할 때 기계의 무게(약 1100kg)를 반드시 고려해야 합니다.
5.3 작동 장소에 설치
기계의 복잡성 정도에 따라 본 작동 및 유지보수 매뉴얼을 읽은 주문자 측 직원 또는 제조업체의 기술 서비스 직원이 주문자 측 직원과 협력하여 작동 장소에 설치해야 합니다.
용접기의 적절한 위치와 설치는 최적의 기능을 보장하고 기기 사용 환경에서 작업자의 편안함과 안전을 보장하는 데 매우 중요합니다.
발주자는 장치 설치 장소, 전기 연결의 가용성 및 준비, 전체 발전기의 사용을 승인하는 기술 설계 및 기술 승인 테스트의 특정 요구 사항 실현을 위한 준비에 대한 책임이 있습니다.
제조업체는 이와 관련하여 필요한 모든 지침과 정보를 주문 당사자에게 제공합니다.
주의: 기기를 놓을 바닥/표면/기초가 충분한 내구성을 갖추고 있는지, 무게, 표면, 기기 무게가 지지대(보통 다리)에 분산되어 있는지를 고려해야 합니다.
주의: 기기의 수평이 올바르게 맞춰져 있어야 하고 작동 위치가 고정되어 있어야 합니다.
HF 용접기의 최적의 작동 장소는 콘크리트 표면이 덮여 있지 않거나 매우 얇은 비전도성 물질로 덮여 있는 곳입니다.
표면은 건설 및 안전 표준에 따른 특정 설계에 따라 평행, 수직 및 평평한 위치에 관한 요구 사항을 준수하여 만들어야 합니다.
주의: 앞서 언급한 조건의 실현에 대한 책임은 전적으로 주문 당사자에게 있습니다.
선택한 장소에 용접기를 배치한 후에는 기계의 수평을 맞추고 기술 상태를 점검하며 운송 중에 발생할 수 있는 모든 결함을 제거해야 합니다. 그런 다음 발전기의 포장을 풀고, 위치를 정하고, 수평을 맞추고, 고정합니다. 고주파 발전기 램프는 설치 과정의 맨 마지막에 장착해야합니다. 이 작업은 소켓/베이스에 램프를 장착할 때와 램프의 전기 접점을 연결할 때 모두 각별한 주의를 기울여 수행해야 합니다. 컨트롤 콘솔의 커넥터를 프레스의 적절하게 표시된 소켓에 연결합니다. 운송 후 기계 설치는 제조업체 담당자의 직접 감독 하에 수행하는 것이 좋습니다.
주의: 앞서 언급한 작업을 고객의 대리인이 수행하는 경우, 본 운영 및 유지보수 매뉴얼에 포함된 설명 및/또는 기술 승인 테스트 중에 제조업체가 제공한 지침에 따라 엄격하게 수행해야 합니다.
자기장이 발생하므로 큰 금속 제품을 기계 근처에 두지 마세요. 앞서 언급한 기기의 입력 감도가 높기 때문에 기계 근처에 있는 전자 기기(라디오, TV, 컴퓨터)의 작동에 영향을 줄 수 있습니다. 기계의 최적의 작동 장소는 콘크리트 표면이 덮여 있지 않거나 비전도성 물질로 매우 얇게 덮여 있는 곳입니다.
5.4 작동 장소에 설치
5.4.1 일반 정보
주의: 제조업체는 산업 환경에서만 기기를 설치할 것을 강력히 권장합니다.
본 작동 및 유지보수 매뉴얼의 대상인 기계는 컨베이어 벨트 가공을 위한 산업 환경에서의 작업을 목적으로 설계 및 제조되었습니다.
높은 습도, 고온, 증기 및 먼지와 같은 특정 기기 작동 조건은 기기 설계자가 고려한 것으로 기기 작동에 영향을 미치지 않지만 예방 프로그램의 성능과 관련하여 더 엄격한 요구 사항을 결정합니다.
폭발 가능성이 있는 대기, 먼지가 많은 대기, 습도가 높거나 온도가 높은 환경, 부식성 가스(산성, 염기성, 유기 또는 무기, 잠재적 또는 실제적으로 부식성 영향을 미치는)가 있는 환경에서는 기기를 사용할 수 없습니다.
작업 환경의 온도는 +10°C~+40°C, 상대 습도는 30%~90% 사이여야 합니다. 기계(또는 그 구성품) 표면에 대기 중 습기나 공격적인 물질이 응결되는 것은 허용되지 않습니다.
발전기 운영실의 낮 동안의 장기 온도 진폭은 10ºC를 초과하지 않아야 하며 상대 습도의 경우 10%를 초과하지 않아야 합니다.
위 조항은 장치의 생산/작동 과정에서 사용되는 기름칠, 보존 또는 비공격성 물질에 사용되는 매체 또는 물질에는 적용되지 않습니다.
주의: 외부 온도와 기기를 설치한 실내 온도의 차이가 큰 경우, 기기를 실내에 조립한 후 24시간이 지난 후에 기기를 시작해야 합니다.
5.4.2 조명
최소 광도에 대한 요구 사항은 수평 작동 영역에서 시각 활동 수행 여부에 관계없이 사람들이 장시간 머무는 공간에서 허용되는 조도가 300lx여야 한다고 명시하고 있습니다.
평균보다 난이도가 높고 매우 편안한 시야가 필요한 시각 활동의 경우와 작업자의 대다수가 40세 이상인 경우, 필요한 광도는 최소 500lx 이상으로 높아야 합니다.
5.4.3 소음
이 기계는 인명 보호 수단이나 장치를 사용해야 할 정도의 소음을 발생시키지 않습니다.
그러나 모든 작업 환경에는 자체 소음 배출량이 있으며, 이는 기계 작동 중 기계가 방출하는 소음 수준에 영향을 미칠 수 있다는 점을 기억해야 합니다.
5.5 연결 매개변수
5.5.1 전기 에너지
연결: 3 x 480V, 50Hz(3P+N+PE), 지연 속성을 가진 과전류 보호. 클라이언트를 설치할 때는 EN 60204-1:2001을 준수하는 감전 보호 조치를 취해야 합니다.
주의: 튜브를 설치한 후에는 항상 필라멘트 전압을 확인하십시오(튜브 기술 데이터 참조).
5.5.2 압축 공기
압력: 0.4 - 0.8 MPa, ISO8573-1 4-4-4에 따라 요구되는 청정도 등급, 소비량: 1회 사이클당 70ml.
주의: 최종 사용자 시스템의 압력이 0.8MPa보다 높은 경우, 용접기 연결부에 장착된 감압 밸브를 사용하여 약 0.6MPa로 낮춰야 합니다.
5.6 연결 매개변수
시스템의 복잡성과 직원의 자격 및 면허에 따라 작업 장소에서 용접기의 연결은 주문 당사자가 선택한 사람 또는 제조업체의 기술 서비스 직원이 주문 당사자의 직원과 협력하여 추가 가격 또는 무료로 수행하며, 이는 항상 제조업체의 현장에서 기계를 주문 당사자에게 인도하기 전에 준비됩니다.
모든 연결이 장치의 설명서에 따라 수행되었는지 항상 확인해야 합니다.
앞서 언급한 업무에는 해당 기관에서 발급한 관련 면허를 포함하여 적절한 자격을 갖춘 인력이 필요하다는 점을 명시해야 합니다.
이는 전문 자격뿐만 아니라 특히 해당 업무와 관련된 위험을 포함하여 산업 보건 및 안전에 관한 유효한 교육 과정을 이수한 경우 모두 적용됩니다.
6.0 운영
6.1 작동을 위한 기기 준비 - 첫 번째 시동
주의: 기기를 최적의 안전한 방법으로 사용하려면 본 작동 및 유지보수 매뉴얼에 포함된 모든 지침을 주의 깊게 읽고 따르시기 바랍니다.
고주파 기계 서비스 및 산업 안전 규정에 대한 사전 교육을 받지 않은 사람이 기계에서 발생할 수 있는 위험을 특별히 고려하여 용접기에서 작업을 수행하는 것은 금지되어 있습니다.
모든 설치 요구 사항이 충족되고 항목 5에 설명된 작업을 수행한 경우, 주문 당사자 현장의 생산 환경에서 처음으로 용접기를 시작할 준비가 된 것입니다.
주의: 기계의 첫 시동은 제조업체 대표의 입회와 감독 하에 수행해야 합니다.
6.2 운영 요건 - 일반 지침 및 가이드라인
올바른 장치 작동 매개변수를 위해 필요한 모든 조정 및 보정은 조립 및 내부 테스트 절차 중에 제조업체가 수행합니다. 계약상 기술 요구 사항에 대한 일반적인 적합성과 기계의 올바른 작동은 제조업체의 현장에서 주문자 대표의 입회하에, 주문자가 테스트 목적으로 제공한 원재료를 사용하여 기술 인수 과정에서 확인됩니다.
주의: 고주파 에너지를 방출하는 장치의 특정 특성으로 인해 주문 당사자의 현장에서 장치가 작동하는 장소에서 특정 측정을 수행해야 합니다. 같은 이유로 기계의 작동 장소를 고정하는 것이 매우 중요합니다.
를 클릭하기 전에 제어해야 합니다:
- 감전 보호 조치의 효과;
- 전원 공급 장치 전압 - 위상 연결의 값 및 정확성;
- 엔진 회전 방향(해당되는 경우);
- 백열등 필라멘트 램프 전압;
주의: 램프 전압은 제품의 데이터시트에 명시된 것과 동일해야 하며, 백열등 변압기의 1차측에 있는 분기를 사용하여 조정할 수 있습니다.
주의: 장치의 특정 특성으로 인해 램프 양극의 높은 전원 공급 전압과 최대 8000VDC 전압의 전류에 의한 치명적인 감전 위험에 대해 항상 경고하고 직원에게 알려야 합니다.
주의: 램프는 설치 후 약 1시간 동안 예열해야 합니다.
- 홀더를 작업대 바닥에 위치시킵니다;
- 전자기장 방출 - 용접 매개변수 조정 후, 용접 프로세스 중 발생합니다;
주의: 고주파 용접기는 비이온성 전자기 방사선의 발생원입니다. 구매자의 장소에 기계를 설치한 후 비이온성 방사선 측정을 수행해야 합니다. 방사선 측정은 공인된 업체에서 수행해야 합니다.
주의: 전치 작업 시 비이온 방사선 강도를 새로 측정해야 하므로 기계는 단단한 작업 공간에서 작동해야 합니다.
주의: 심박조율기를 이식한 사람이 활성 비이온 방사선 구역에 머무는 것은 금지되어 있습니다.
주의: 제조업체는 임산부나 수유 중인 여성은 활성 비이온 방사선 구역에 근무하지 말 것을 권장합니다.
중요: 양극이 분리되었거나 발전기 램프에 결함이 있을 때 고전압 회로가 실수로 연결된 경우, 고전압 필터 콘덴서를 케이스로 아주 짧은 시간 동안 단락시켜 방전시켜야 합니다.
주의: 안전 수준이 낮을 때(보호 스크린이 열려 있고 키 스위치가 차단된 상태) 시동 및 측정 중 모든 작업은 가능한 한 시간이 적게 소요되어야 하며, 전체 기계 작동 안전 수준이 가능한 한 빨리 보장되어야 합니다.
주의: 모든 제어 및 측정 작업은 양극 전압 조정용 스위치가 0 - OFF 위치에 있는지 확인한 후 수행해야 합니다(전자기장 방출 측정에는 적용되지 않음).
주의: 모든 제어 및 측정 활동은 권한이 있는 직원만 수행해야 합니다.
장치 작동의 안전 수준이 낮아지면 전극의 절연 홀더에 고주파 전압을 발생시키는 램프의 고전압을 켜는 등 용접 프로세스를 시작하는 것은 항상 금지되어 있습니다.
기계는 자동 사이클에서 작동하도록 조정됩니다. 자동 모드는 생산 공정 중 장치의 표준 작동 모드입니다.
고주파 용접기는 조정 목적으로 수동 모드로 작동할 수 있습니다.
기계 작업자는 항상 표준 작업복과 미끄럼 방지 신발을 착용해야 합니다.
미끄러지거나 넘어질 위험을 최소한으로 줄이려면 기기, 바닥, 수동 홀더 및 그립의 작업 환경이 항상 깨끗하고 오염, 기름, 진흙이 없어야 합니다.
고정식 또는 이동식 보호 요소 없이는 절대로 기기를 사용하지 마세요. 모든 보호 스크린과 기타 모든 보호 요소가 올바르게 장착되어 있고 제대로 작동하는지 정기적으로 점검하세요.
기계 작동 및 산업 보건 및 안전에 대한 적절한 교육을 받은 승인된 사람만 기계에 직접 접촉할 수 있습니다.
기기의 각 운영자는 기기 보호 요소의 기능과 올바른 사용법에 대해 교육을 받아야 합니다.
기기 주변(발전기와 프레스 주변 약 1.5m)에는 기기 작동에 방해가 될 수 있는 물건이 없어야 합니다. 이 구역은 깨끗하게 유지되어야 하며 적절한 조명이 있어야 합니다.
기기의 조작기나 플렉시블 파이프를 홀더로 사용하지 마세요. 장비의 조작기를 실수로 움직이면 용접 프로세스가 실수로 시작되거나 매개변수가 변경되거나 심지어 장비가 고장 나거나 공구가 손상될 수 있습니다.
기기의 잘못된 작동에 대한 모든 사례를 감독자 및/또는 교통 담당자에게 알려야 할 의무가 있습니다.
6.3 운영자가 사용할 수 있는 컨트롤 및 표시기
모든 용접기의 컨트롤과 표시기는 구조물이나 제어 데스크에서 쉽게 찾을 수 있습니다. 작업을 시작하기 전에 기계 작업자는 기계의 컨트롤 및 표시기 배열과 제어 기능에 대해 숙지해야 합니다.
운영자가 사용할 수 있는 위에서 언급한 컨트롤 및 표시기의 전체 목록은 아래에 첨부되어 있습니다:
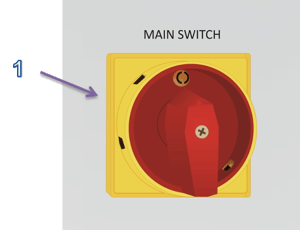
- 메인 스위치 - 전기 공급 장치를 켜거나 끄기 위해 설계된 스위치(그림 3). 1-ON 위치는 스위치가 켜져 있음을 의미하며, 반대로 0-OFF 위치는 스위치가 꺼져 있음을 의미합니다.

그림 5. 제어판의 컨트롤 및 표시기 배열 I: 2 - 전원, 3 - 양손 컨트롤 끄기/켜기, 4 - HF, 5 - HF 끄기/켜기, 6 - USB, 7 - 이더넷, 8 - 재시작, 9 - 중지, 10 - 조이스틱, 11 - 시작, 12 - 전극 위로, 13 - 좌회전, 14 - 우회전, 14 - 전극 아래로.
-
전원 - 기기가 전원 공급 장치에 연결되면 흰색으로 깜박이는 표시등입니다(그림 5).
-
양손 제어 끄기/켜기 - 양손으로 기계 제어 모드를 활성화하기 위한 키 스위치(그림 5)입니다. 스위치는 검은색 손잡이에 있는 푸시 버튼과 조이스틱의 기능을 올리고 내리는 전극을 나타냅니다. 스위치가 ON 위치에 있으면 푸시 버튼을 활성화하려면 동일한 기능의 푸시 버튼을 모두 눌러야 하며, 그러면 조이스틱의 전극 올리기 및 내리기 기능이 사라집니다. OFF 위치의 스위치는 하나의 푸시 버튼으로 제어할 수 있으며 조이스틱을 통해 전극을 올리거나 내릴 수 있음을 나타냅니다.
 주의..! 전환 off 의 양손 제어 모드 는 작업 작업 더 쉽게; 그러나 it 상당히 사고 증가 위험. Only an 승인됨 및 올바르게 훈련받았습니다, 책임자 가 있어야 합니다. 켜기/끄기 스위치의 키입니다.
주의..! 전환 off 의 양손 제어 모드 는 작업 작업 더 쉽게; 그러나 it 상당히 사고 증가 위험. Only an 승인됨 및 올바르게 훈련받았습니다, 책임자 가 있어야 합니다. 켜기/끄기 스위치의 키입니다. -
HF - 표시등이 노란색으로 깜박이면 HF 용접 프로세스가 켜져 있음을 의미합니다(그림 5).
- HF 끄기/켜기 - HF 전류를 해제하거나 보류 할 수있는 스위치 ( 꺼짐 위치로 설정하면 HF 용접을 수행할 수 없음을 의미합니다).
 표준 용접 절차에 관한 한 HF 끄기/켜기 스위치에 있어야 합니다. 켜기 위치.HF OFF/ON 스위치를 OFF 위치로 돌리면 HF 전류를 방출하지 않고 듀티 사이클을 수행할 수 있음을 의미합니다.
표준 용접 절차에 관한 한 HF 끄기/켜기 스위치에 있어야 합니다. 켜기 위치.HF OFF/ON 스위치를 OFF 위치로 돌리면 HF 전류를 방출하지 않고 듀티 사이클을 수행할 수 있음을 의미합니다. -
USB 슬롯 -용접 매개변수 및 메시지 기록을 저장하기 위한 USB 메모리 카드를 삽입할 수 있는 슬롯(그림 5)으로, 이를 통해 HMI 패널에 저장된 레시피를 저장할 수도 있습니다.
-
이더넷 슬롯 - 온라인으로 기기 진단이 필요한 경우 이더넷 케이블을 연결하여 기기에 인터넷에 액세스할 수 있는 슬롯(그림 5)입니다.
-
재시작 - 파란색 푸시 버튼(그림 5)으로, HMI 패널에 알람 메시지가 표시될 때마다 장비 제어 및 보호 시스템을 재시작하는 데 사용해야 합니다.
-
STOP - 검은색 푸시 버튼(그림 5)은 고주파 용접 프로세스를 끄기 위해 설계되었습니다.
-
조이스틱- 조이스틱(그림 5, 그림 7)은 용접 전극의 헤드를 앞뒤로 움직일 때뿐만 아니라 기계를 왼쪽 또는 오른쪽으로 천천히 시작하여 위치를 쉽게 잡을 수 있도록 하는 데 사용됩니다. 그러나 조이스틱을 사용하면 양손 모드가 활성화된 경우에만 전극을 내리거나 올릴 수 있습니다. 이동 속도는 두 가지가 있습니다:
- "느림" - (그림 6 - A, C, E, G) 서비스 메뉴 패널에 있는 매개변수에 의해 결정되는 속도 이동 HMI - 드라이브 속도 수동 - 느림.
- "빠른" - (그림 6 - B, D) 속도 이동은 매개변수에 의해 결정됩니다. 서비스 메뉴 패널 HMI - 드라이브 속도 수동 - 빠른 .
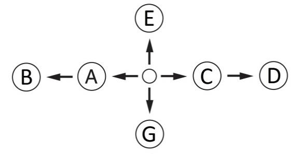
그림 6. 조이스틱 위치 지정:
A - 느리게 에서 머리 에서 왼쪽 으로 이동, B - 빠르게 에서 에서 머리 에서 왼쪽 으로 이동합니다,
C - slow move of the head to the right,
D - 빠른 의 의 머리 의 오른쪽,
E - 전극 up,
F - 전극 아래로,
-
START - 녹색 푸시 버튼 (그림 5) 는 고주파 용접의 공정에서 스위칭 에 사용됨.
-
 up 화살표 - two 푸시 버튼 켜짐 의 검은색 핸들 켜짐 의 운영자 패널 (그림. 5, 그림. 7) 사용됨 에 대한 활성화 의 전극 에 upper 위치. 언제 의 양손 작업 모드 is 활성화되었습니다, 둘 다 푸시 버튼은 다음과 같아야 합니다. be 을 동시에 누릅니다.
up 화살표 - two 푸시 버튼 켜짐 의 검은색 핸들 켜짐 의 운영자 패널 (그림. 5, 그림. 7) 사용됨 에 대한 활성화 의 전극 에 upper 위치. 언제 의 양손 작업 모드 is 활성화되었습니다, 둘 다 푸시 버튼은 다음과 같아야 합니다. be 을 동시에 누릅니다. -
 왼쪽 화살표 - two 푸시 버튼 켜짐 의 검은색 핸들 켜짐 의 운영자 패널 (그림. 5, 그림. 7) 허용 의 machine 에 이동 왼쪽. 언제 의 양손 작업 모드 is 활성화되었습니다, 둘 다 푸시 버튼 should be 를 동시에 누릅니다.
왼쪽 화살표 - two 푸시 버튼 켜짐 의 검은색 핸들 켜짐 의 운영자 패널 (그림. 5, 그림. 7) 허용 의 machine 에 이동 왼쪽. 언제 의 양손 작업 모드 is 활성화되었습니다, 둘 다 푸시 버튼 should be 를 동시에 누릅니다. -
 오른쪽 화살표 - two 푸시 버튼 켜짐 의 검은색 핸들 켜짐 의 운영자 패널 (그림. 5, 그림. 7) 필수 허용 의 machine 에 이동 맞아요. 언제 양손 작업 모드 is 활성화되었습니다, 둘 다 푸시 버튼 should 를 동시에 눌러야 합니다.
오른쪽 화살표 - two 푸시 버튼 켜짐 의 검은색 핸들 켜짐 의 운영자 패널 (그림. 5, 그림. 7) 필수 허용 의 machine 에 이동 맞아요. 언제 양손 작업 모드 is 활성화되었습니다, 둘 다 푸시 버튼 should 를 동시에 눌러야 합니다. -
 down 화살표 - two 푸시 버튼 켜짐 의 검은색 핸들 켜짐 운영자의 패널 (그림. 5, 그림. 7) 사용됨 에 대한 활성화 의 전극 더 낮은 위치. 언제 의 양손 작업 모드 is 활성화되었습니다, 푸시 버튼 모두 필수 be 를 누릅니다. 의 동일 시간.
down 화살표 - two 푸시 버튼 켜짐 의 검은색 핸들 켜짐 운영자의 패널 (그림. 5, 그림. 7) 사용됨 에 대한 활성화 의 전극 더 낮은 위치. 언제 의 양손 작업 모드 is 활성화되었습니다, 푸시 버튼 모두 필수 be 를 누릅니다. 의 동일 시간.
그림 7. 의 배열 은 의 및 표시기 와 의 제어판을 제어합니다:
12 - 전극 위로;
13. 왼쪽, 14. 오른쪽으로 돌립니다;
14. 전극 아래로
15. 양극 전류;
16. 전극 온도;
17. 비상 정지;
-
양극 전류 - 패널 전류계(그림 5)는 La 양극 회로의 전류 강도 값을 나타내야 하며, 작업자가 용접 공정의 육안 검사를 수행할 수 있어야 합니다(발전기 풀로드 특성).
-
전극 온도 - 온도 조절기 (그림 6 ) 는 을 사용하여 전극의 온도를 조정합니다. 이 는 시스템을 제어하여 전극의 온도를 안정화시킵니다. 푸시 버튼, 온도 조절 의 메인 화면 창 의 터치 패널 은 온도 안정화 기능을 활성화하는 데 사용됩니다. 소유자의 설명서는 E5CC 온도를 참조하여 첨부 파일에서 찾을 수 있습니다.
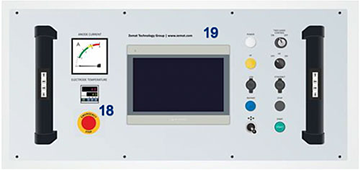
그림 8 제어판;
18.- 비상 정지;
19. - HMI; - 응급 상황 STOP - 의 빨간색 버섯 머리 푸시 버튼 (그림 5) it is a 버튼 그 should be 눌렀다 only 언제 의 함수 의 의 machine 필요 에 be 중단됨 즉시 또는 언제 뭐든지 관련 기계의 함수 또는 의 운영자의 주변 환경 포즈 a 위협 에 프로덕션 또는 안전.
 The 응급 상황 STOP 버튼 should not be 과용, it is 추정 에 be 사용됨 다음과 같은 경우에만 비상.
The 응급 상황 STOP 버튼 should not be 과용, it is 추정 에 be 사용됨 다음과 같은 경우에만 비상. -
HMI 패널 - 터치식 패널(그림 5)은 기계의 설정 파라미터를 변경하는 데 사용해야 하며, 용접기의 현재 상태에 대한 신뢰할 수 있는 정보 소스가 되어야 합니다. 터치식 패널에 적용되는 서비스 절차 수행에 대한 자세한 내용은 6.6장을 참조하십시오.
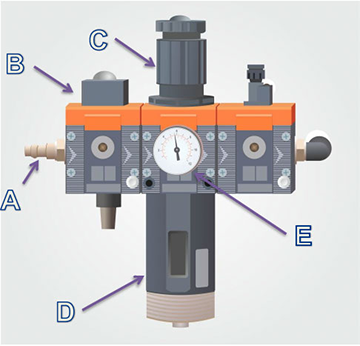
그림 9. 압축 공기 준비 시스템.
-
압축 공기 준비 시스템 (그림 9) - 로 구성됩니다:
A. 압축 공기 호스를 연결해야 하는 압축 공기 단자입니다. 호스는 시스템에 0.4~0.8MPa 범위의 압축 공기를 공급해야 합니다;
B. B. 수동으로 운영 압축 공기 차단 밸브 (in 주문 밸브를 열려면 - turn 를 왼쪽 및 설정 에 켜짐 위치; a 오른쪽으로 돌립니다. - 꺼짐 위치 - 밸브가 닫힘);
C. C. 압축 공기 터미널 에 어느 의 압축 공기 호스는 다음과 같아야 합니다. be 연결됨. The 호스 is 추정 에 제공 의 시스템과 의 압축 공기 범위 0.4에서 0.8 MPa; 0.6 M
 공압 시스템의 압력 수준은 기계를 추진하는 압력 수준을 초과하지 않습니다.
공압 시스템의 압력 수준은 기계를 추진하는 압력 수준을 초과하지 않습니다.
D. 응축수 방출 메커니즘과 함께 압축 공기 필터;
E. 기계의 압축 공기 시스템의 압력 수준을 나타내는 압력계입니다;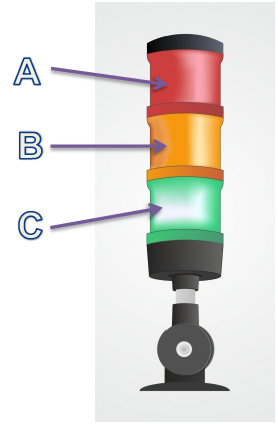
그림 10. 신호등 열:
A - 빨간색 색상;
B - 주황색 색상;
C - 녹색 색상
21. 신호등 컬럼 (그림 10):
A. 빨간색 색상은 실패( )를 나타내며, 같은 시간( )에 알람( ) 메시지가 HMI( ) 터치 감지 패널( )에 표시되어야 합니다( ).
 The 알람 마사지 는 삭제됨 및 의 빨간색 빛 켜짐 의 신호등 열 깜박임을 멈춤 가 다시 시작 버튼을 누릅니다.
The 알람 마사지 는 삭제됨 및 의 빨간색 빛 켜짐 의 신호등 열 깜박임을 멈춤 가 다시 시작 버튼을 누릅니다.
에 노력이 헛된 경우 헛된 노력과 알람 메시지가 된 삭제 언제 의 다시 시작 버튼 가 눌렀을 때 푸시 그래서 그것은 의미 그 원인 원인 의 실패 발생 had not 아직 제거되지 않았습니다.
참조 chapter 6.6.2. for 추가 정보 적용 에 알람 마사지 알람 마사지.
B. 주황색 색 은 고주파 용접기 가 작동하기 시작했음을 나타냅니다.
C. 녹색 색상은 머신 이 작업할 준비가 되었음을 나타냅니다.

그림 11. 레이저 표시기 중 하나 레이저 표시기 중 하나 오른쪽 측면 용접 헤드에 배치.
22. 레이저 설치 용접 헤드 (그림 11 ) 는 용접 라인 의 투영 을 의 용접/밀봉 재료에 사용됨. 는 의 배치 및 의 재료 를 의 용접 라인에 배치하는 데 유용함. 는 HMI 터치 패널에서 직접 켜짐 으로 전환됨.
|
|
|
 주의..!
주의..!레이저 는 에 마크 에 라인 에 에 재료 에 에 위치 에 에 전극 그리고 에 홀더 위로. 레이저 는 하지 않습니다 / MUST 하지 않습니다 빛나는 에 에 전면 또는 뒷면 가장자리 전극 xml-ph-003.
레이저 조절 절차:
1. 재료를 테이블 위에 놓고 전극이 있는 홀더를 테이블 위로 내립니다,
2. 마커 펜을 사용하여 전극의 앞쪽과 뒤쪽 가장자리의 윤곽선을 그립니다(한 면에 두 개의 레이저가 장착된 경우),
3. 전극을 들어 올리고 레이저/레이저를 그려진 선으로 설정하며, 작업자가 호일을 배치하고자 하는 선에서 오프셋을 두어 설정할 수 있습니다,
4. 4. 재료가 움직이지 않도록 주의합니다.
|
|
|
 레이저 핸들과 레이저 자체는 다음 위치에 있는 경우
레이저 핸들과 레이저 자체는 다음 위치에 있는 경우

그림 12 범퍼
23. 측면 범퍼 는 용접 헤드 (그림 9)의 양쪽 측면 에 설치됩니다. ), 기계 가 다른 사람 또는 어떤 것과도 충돌하는 것을 방지합니다. 어떤 충격 이 범퍼 에 가해질 경우 결과 는 순간적으로 연결 해제 의 기계의 추진 시스템; 이 는 에 의해 표시될 것입니다: OPEN xml-ph-.
그림 13 긴급 이동
23. 비상 이동 - 스위치 를 사용하여 변경 작동 모드. 장애물 및 정지 의 경우 스위치 비활성화 측면 범퍼 및 허용 출구 장애물 전환 후 스위치를 위치로 I HMI, "비상 트립" 창 나타나는 사용자가 옵션 사용 내비게이션 화살표 통과 용접 헤드 왼쪽 또는 스위치 를 위치 0으로 전환 측면 범퍼 를 활성화하고 올바른 기계 작동 모드를 복원합니다.
|
|
|
 작업 주의! 앞서 언급한 시스템이 완벽하게 작동해야 하므로 전극의 하부 위치를 표시하는 방식으로 높이 리미터를 조정할 것을 강력히 권장합니다. 리미트 스위치의 높이 제어 슬라이드를 부적절하게 설정하면 전극이 자체적으로 비상 해제되고 HMI 디스플레이에 다음과 같은 알람 메시지가 표시될 수 있습니다: 비상 전극 상승.
작업 주의! 앞서 언급한 시스템이 완벽하게 작동해야 하므로 전극의 하부 위치를 표시하는 방식으로 높이 리미터를 조정할 것을 강력히 권장합니다. 리미트 스위치의 높이 제어 슬라이드를 부적절하게 설정하면 전극이 자체적으로 비상 해제되고 HMI 디스플레이에 다음과 같은 알람 메시지가 표시될 수 있습니다: 비상 전극 상승.전극 높이에 대한 제한 스위치 전극의 높이를 제한합니다:
- 상한 제한 스위치 - 스위치 on (그림 14-) A) 는 상부 전극 위치를 나타냅니다. 전극의 최대 상부 위치 가 에서 로 변경될 때 슬라이더, 의 조정 은 스위치를 활성화하는 반드시 수행되어야 합니다. 한계 스위치가 너무 높게 이동된 경우, 상부 전극 위치 - 용접 사이클 이 완료되지 않고 완료되며, 기계의 드라이브 사이클 이 가능하지 않습니다 . 의 다른 쪽 에서 이 너무 낮은 - 의 전극 이 높이를 에서 충분한 높이 로 올리지 못하며 의 용접 사이클 과 이 드라이브 중에 용접된 재료에 걸려 손상을 일으킬 수 있습니다.
- 스위치 꺼짐 (그림 14-) 하한 한계 스위치 - (그림 14-) B) 는 작업 표 위의 하부 전극 위치 를 나타냅니다. 이 스위치 의 슬라이드 조정은 수행되어야 합니다 매 마다 전극이 교체될 때마다 전극이 교체될 때마다 ( 새로운 전극 이 의 높이 다른 경우 이전 전극으로) 및 때 상당한 변화 두께 용접된 재료. 하한 스위치 는 또한 시스템의 요소로서 시스템의 요소로서 작업자의 손 이 찌그러지지 않도록 보호합니다. 조정이 제대로 수행되지 않은 경우 제대로 수행되지 않은 경우 압착 방지 (ZTG 압착 방지) 보호 기능 이 활성화되어 자동으로 전극을 들어 올려 전극을 상부 위치로 들어 올립니다 . 리미트 스위치는 높이에 위치해야 하며, 그러면 스위치의 롤링 휠 이 에서 아래쪽 슬라이더 에 의해 눌러지게 됩니다. 전극의 높이 는 의 막대 에서 의 순간 전극이 용접 재료에 닿게 됩니다. (그림 14- B).
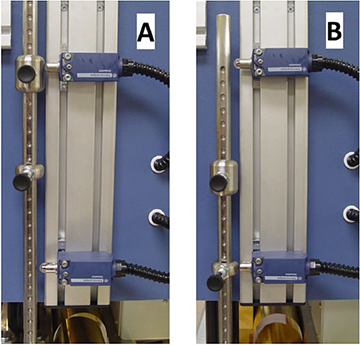
그림 14 전극의 위치를 나타내는 리미트 스위치:
A - 위쪽 위치;
B - 아래쪽 위치.
조정 절차 및 결정 올바른 올바른 높이 의 의 하한 스위치를 설정합니다:
- 자료를 에 올려놓고 작업대 위에 용접합니다,
- 전극을 도구 홀더 에 넣고 잠그면 됩니다,
- 전극 홀더 를 전극 을 재료 위로 내리고, 그래서 전극 이 아무런 압력 없이 닿도록 (최대 5mm / 1/8인치의 간격을 두십시오); 이 위치에 를 그대로 둡니다.
- 막대의 아래쪽 금속 슬라이더를 하한 스위치를 분리할 위치로 이동합니다(스위치 롤러가 슬라이더에 직접 있습니다(그림 14- B),
- 금속 슬라이더의 단계 조정(15mm마다)으로 인해 적절한 높이로 설정할 수 없는 경우, 리미트 스위치를 고정하는 두 개의 나사를 풀고 롤러를 사용하여 전극 높이의 하부 금속 슬라이더에 고정 위치로 이동한 다음 나사를 조입니다(그림 14- B).
- 전극이 있는 손잡이를 위쪽 위치로 올립니다,
- 단계 조정 (15mm마다)으로 인해 표시기를 적절한 높이로 설정할 수없는 경우 스위치를 고정하는 두 개의 나사를 풀고 롤러가 전극 높이의 아래쪽 표시기로 이동하는 위치로 이동 한 다음 나사를 조입니다 (그림 14- B).
주의! 위에 인용된 것을 제외한 전극의 하부 위치를 나타내는 리미트 스위치로 조작하는 것은 엄격히 금지되어 있습니다. 제조업체의 경고를 무시하면 심각한 기기 고장으로 이어져 심각한 신체 부상을 초래할 수 있습니다.
또한 또한 기계 기계 은 있었다 장착 와 추가 추가 전극을 장착하여 용접 없이 없이 용접이 가능합니다. 사용 의 접지 전극을 사용하지 않습니다. 설치 후 설치 이런 종류의 의 전극 에 전극을 홀더 및 시작 에 낮추다 그것을, 추가 추가 limit 스위치가 활성화되어 접지 전극의 움직임을 억제합니다. 전극.
6.5 작동 온도 컨트롤러 E5CC
온도 제어 장치 는 전극 의 온도 를 제어하기 위해 사용됩니다. 전극의 온도를 프로그래밍하는 데 필요한 은 용접 과정의 과정을 수정하는 데 필요합니다. 온도 는 실험적으로 선택해야 합니다. 아래 는 디스플레이 및 제어 패널 온도 제어 장치에 대한 설명 입니다(그림 15).

그림 15. 디스플레이 및 제어판 온도 조절 장치.
- 네 개의 숫자 (흰색)와 함께 실제 온도 값을 표시합니다. 파라미터 설정 모드에서 편집된 파라미터의 현재 기호 를 표시합니다.
- 네 개의 숫자 (녹색)와 함께 실제 주문 온도 값을 표시합니다. 매개변수 설정 모드 표시 현재 실제 값 편집한 매개변수 .
- 제어 버튼:
 이동 버튼을 클릭합니다. 누르기 이 버튼 원인 에 편집 다음 숫자 를 편집 번호에서 제거합니다.
이동 버튼을 클릭합니다. 누르기 이 버튼 원인 에 편집 다음 숫자 를 편집 번호에서 제거합니다.
 - 버튼 "DOWN" 원인 낮음 편집됨 숫자 하나씩.
- 버튼 "DOWN" 원인 낮음 편집됨 숫자 하나씩.
 - 버튼 "UP"을 누르면 편집된 숫자가 증가합니다. by 하나.
- 버튼 "UP"을 누르면 편집된 숫자가 증가합니다. by 하나.
 In 의 매개변수 편집 창으로 이동하여 다음 매개변수
In 의 매개변수 편집 창으로 이동하여 다음 매개변수
 Long 프레스 이 버튼 (분 3초) 원인 통과 에 에디션 모드 의 leave 매개변수입니다. 만약 시스템 작업 in 에디션 모드로 전환합니다, 누르기 버튼 원인 반환 에 의 기본 창
Long 프레스 이 버튼 (분 3초) 원인 통과 에 에디션 모드 의 leave 매개변수입니다. 만약 시스템 작업 in 에디션 모드로 전환합니다, 누르기 버튼 원인 반환 에 의 기본 창
컨트롤러 설정 - 주문됨 온도 값
To 변경 주문 값 필요 에 짧은 프레스 버튼 (그림. 15) 또는 . 매개변수 편집 모드로 전환되었습니다. 편집할 사용 가능한 번호는 빠르게 깜박임으로써 신호를 보냅니다. "위" 버튼으로 또는 "DOWN" 이 숫자의 값을 설정한 다음 "이동" 버튼을 누릅니다. 를 누르면 다음 에디션으로 이동합니다.
6.6 HMI 터치 감지 패널 프로그래밍 및 작동하기
주의! 이 설명서의 그래픽에 표시된 각 매개변수 값은 무작위로 취해진 값으로, 기계 작업자는 이를 무시해야 합니다. 매개변수의 값은 용접 재료의 유형이나 구현된 기기에 따라 크게 달라질 수 있으므로 사용자의 실제 경험에서 도출되어야 합니다.
![]() HMI 패널에서 편집 가능한 모든 매개변수 값은 흰색 배경에 표시됩니다. 매개변수를 표시하려면 사용자가 해당 값을 눌러야 하므로 온스크린 키보드를 열어야 합니다. Enter 키를 눌러 데이터를 저장할 수 있습니다.
HMI 패널에서 편집 가능한 모든 매개변수 값은 흰색 배경에 표시됩니다. 매개변수를 표시하려면 사용자가 해당 값을 눌러야 하므로 온스크린 키보드를 열어야 합니다. Enter 키를 눌러 데이터를 저장할 수 있습니다.
6.6.1 전원 연결
기계가 HMI 디스플레이의 전원에 연결되면 곧바로 다음 메시지와 함께 알람 창이 나타납니다:
#A001 비상 정지
#K001 다시 시작 버튼 누르기
이 상황에 따라 기계를 다시 시작해야 하므로 파란색 RESTART 키를 눌러야 합니다. 그런 다음 기기가 작업할 준비가 되어 대기 모드로 전환될 때까지 30초간 기다려야 하는데, 이는 조명 신호 열의 표시등이 녹색으로 점멸하고 HMI 메인 창에 표시된 진행률 표시줄이 녹색으로 점멸하는 것을 통해 알 수 있습니다. 알람 마사지가 HMI 디스플레이에서 사라지지 않는 경우 0장을 참조하세요.
6.6.2 알람 메시지
기계 고장이 발생하거나 보호 시스템 중 하나가 켜지거나 기계 기능에 다른 이상이 감지되면 HMI 터치 감지 패널에 알람 메시지 중 하나가 표시됩니다. 모든 알람 메시지는 RESTART 키를 눌러 삭제할 수 있습니다.알람 마사지 유형:
#A001 비상 STOP - 이런 종류의 메시지는 다음과 같은 경우에 표시됩니다:
- 기계 는 에서 로 전환됩니다 - - 기계의 안전 회로 는 RESTART 키를 누를 때 항상 확인해야 합니다,
- 빨간 버섯 머리 비상 STOP 푸시 버튼 을 눌렀고 이 막혔습니다 고개를 오른쪽으로 돌려서 풀어야 합니다 풀려면 필요합니다.
#A002 튜브 온도 - 이 유형 의 마사지 는 그 는 여행파 튜브 냉각 는 존재하지 않습니다 또는 그 냉각 시스템 장애가 발생하고 언제 표시되는지를 의미합니다:
- 보호해야 할 전원 공급 공급 회로 의 전원 공급 회로 의 냉각해야 할 팬 튜브 가 분리되어 있습니다;
- 트리거 팬 냉각 튜브 꺼져 있거나 손상되었습니다;
- 튜브 열 보호 시스템 은 연산은 는 의 여행-파도 튜브 got 가열 up 에 too 높은 온도 및 as 결과적으로 튜브 밴드 코터 고정 had been 연결됨 에 한도 스위치로 코드가 납땜되지 않았습니다.
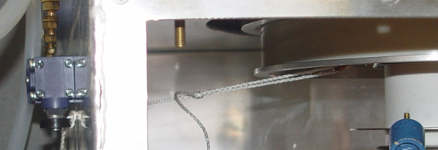
그림 16. 튜브 열 보호 시스템.
코터 핀은 튜브가 과열(손상)된 온도보다 훨씬 낮은 융점의 땜납을 사용하여 튜브 밴드에 납땜됩니다. 램프 온도가 너무 높아지면 코터 핀이 밴드에서 떨어지고 그 결과 리미트 스위치가 작동하고 동시에 알람 메시지가 표시되고 튜브에 빛을 발하는 전원 공급이 차단됩니다. 그런 다음 과열의 원인을 제거해야합니다.
주의! 튜브에 나사로 고정된 밴드의 코터 핀을 제외한 다른 부품에 코드를 고정해서는 안 됩니다. 인용된 경고를 무시하면 리미트 스위치가 막혀 트래블링 웨이브 튜브가 과열되고 그 결과 튜브가 손상될 수 있습니다.
![]() If the cotter pin gets separated from the band than the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point < 190oC)를 사용하여 수리된 부품을 튜브에 다시 부착할 수 있습니다.
If the cotter pin gets separated from the band than the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point < 190oC)를 사용하여 수리된 부품을 튜브에 다시 부착할 수 있습니다.
튜브 과열의 원인은 다음과 같습니다:
- 발전기나 튜브 라디에이터에서 발견되는 먼지를 제거합니다;
- 튜브 냉각 팬의 고장 또는 팬 전원 공급 시스템의 고장;
- 기계의 환기 구멍이 막히거나 환기 구멍에 설치된 필터에 과도한 양의 흙이 모였을 수 있습니다;
- 과도한 주변 온도.
#A003 안티플래시 - 이 유형의 마사지는 용접 중 아크 오버에 대한 보호 시스템이 작동되었음을 의미하므로 절연 패드, 용접 재료 또는 용접 전극이 손상되지 않았는지 확인해야 한다는 메시지입니다.
#A004 양극 과부하 - 이 메시지는 양극 상승 한계가 초과되었으므로 용접 시 방출되는 전력에 적용되는 파라미터를 조정해야 함을 의미합니다.
#A005 그리드 과부하 - 이 메시지는 그리드 상승 한계를 초과했으므로 용접 시 방출되는 전력에 적용되는 파라미터를 조정해야 함을 의미합니다.
#A006 낮은 공기압 - 이 메시지는 공기압이 부족하거나 공압 시스템의 공기압 레벨이 너무 낮다는 것을 의미합니다. 압축 공기를 공급하는 호스가 기기에 연결되어 있는지 또는 압축 공기 레벨이 적절한지 확인한 다음 압축 공기 준비 시스템에 있는 감압 밸브 조절기를 사용하여 기기의 압력을 적절한 수준으로 조정하세요.
#A008 전극 이 이 이아닌 상부 위치 -. 메시지 가 표시될 경우 용접 전극 이 이 아닌 의 상부 위치 기계에서 전환 후 . 공압 시스템의 조임 과 공압 시스템의 올바른 설정 및 리미트 스위치의 상부 위치를 나타내는 올바른 설정 을 확인합니다.
#A011 전극 온도 - 이 메시지는 설정 포인트 전극 온도 온도 에서 온도 조절기 가 초과되었음을 알리는 신호입니다 - 기계 가 비활성화되어 비상 모드로 전환됩니다. 전극이 냉각될 때까지 기다렸다가 그리고 온도 컨트롤러의 온도 설정이 너무 높은지 확인해야 합니다. 또 다른 가능한 옵션은 전극의 예열된 회로 가 고장난 경우 입니다. 이러한 경우 제조업체의 서비스 에 연락해야 합니다 .
#A013 용접 파라미터 도달하지않음 - 기계의 제어 소프트웨어 에는 알고리즘 이 포함되어 있어 각 부분 용접 이 제대로 수행되었는지 확인합니다 . 만약 용접이 진행되는 동안, 설정된 파라미터가 달성되지 않았거나 또는 용접이 중단된 경우, 용접이 중단된 경우, 작업 이 완료되기 전에 , 위의 메시지 가 표시될 것입니다. 그런 다음 용접 의 품질 을 확인하고 불만족스러운 경우 작업을 반복해야 합니다.
#A019 센서 / 드라이브 오류 - 전기 다운 - 경보 메시지 는 언제 표시되며, 언제, 밸브 코일을 작동시킨 후, 밸브 코일을 작동시킵니다, 컨트롤러 는 센서 로부터 확인 을 받지 못하여 1515초 이내에 하부 위치 의 달성 을 확인하지 못합니다. 센서 가 움직이지 않았는지 또는 공압 시스템 이 공압 시스템 액추에이터에 가까이 있는지 확인합니다.
#A020 센서 / 드라이브 오류 - 전기 업 - 알람 메시지가 언제 표시되며, 밸브 코일을 작동시킨 후, 언제 표시됩니다, 컨트롤러 는 센서로부터 15초 이내에 상단 위치 도달을 확인하는 확인을 받지 못합니다. 센서가 움직이지 않았는지 확인하거나 공압 시스템이 액추에이터에 가까이 있는지 확인합니다.
#A032 시작 커패시터 위치 NOT 보관됨 - 메시지 가 표시됨 만약 커패시터 DO NOT 도달 사전 설정 위치 15 초 이내 커패시터 드라이브 확인.
#A034 EMERGENCY ELECTRODE UP - 이 메시지 는 표시될 때 전극 홀더 는 가 내려갈 때 작업 시 테이블 마주친 an 장애물 그 방법 및 압착 위험 에 대한 보호 시스템 이 실천에 투입되었습니다. 전극과 작업 테이블 사이에 아무것도 없는지 확인하십시오. 경보 메시지가 사라지지 않는 경우 사라지지 않는 경우 조정 스위치 한계 표시 하부 전극 위치 필요 수행 수행해야 합니다. 6.4장 참조 자세한 내용은 정보 적용 스위치 제한 조정 절차를 참조하십시오.
#A035 확인 재설정 회로 에 안전 릴레이 - 는 기계 의 안전 회로 가 기계 에 아마도 손상되었을 가능성이 있음을 의미합니다. 제조업체의 서비스 센터에 문의해야 합니다 이러한 경우 .
#A046 전류 NOT IN 허용 오차 범위 - 용접 중 - 이 메시지는 현재 값 이 작동 중 도달할 수 없는 경우 표시됩니다. 알고리즘은 양극 전류 가 충족되었는지 확인합니다. 획득한 양극 전류는 허용 오차 범위 의 +/- 내에 있어야 하며, 양극 전류 값은 주어진 비율 의 , 시간 의 , 지속 시간 의 , 용접에 대해, 용접 프로세스 제어 옵션을 선택한 후 서비스 창 에 지정.
#A047 DOWN FORCE NOT IN TOLERANCE DURING THE WELDING -이 메시지 는 만약, 용접 중에 표시될 것입니다 , 현재 다운 포스 가 지정된 공차 범위 를 벗어나면 서비스 창 에서 용접 프로세스 제어 옵션 선택 후 .
#A053 EMERGENCY BRAKE - 이 메시지는 안전 스위치 를 누르면 표시됩니다. 비상시 버섯 스위치가 작동하면 헤드가 갑자기 - 그리고 격렬하게 - 제동됩니다.
#A054 안전 밸브 손상 - 이 메시지는 센서 ( 전기 다이어그램에 기호 10B1 로 표시됨)의 확인 피스톤 밸브 의 적절한 위치 가 활성화되면 에 표시됨. 이 센서 는 안전 밸브 의 에 위치( 에 기호 1V3 로 표시)합니다( 에 전기 다이어그램). 만약 안전 밸브 의 피스톤 이 올바른 위치에 도달하지 못하면, 이는 밸브가 작동하지 않는다는 것을 의미하며 xml-ph-0030이 작동하지 않습니다.
#A055 서보 경보 - 이 신호는 Y축 드라이브의 오류 를 나타냅니다. 기계를 다시 시작하고, 그리고, 만약 메시지 가 사라지지 않으면 , 확인 경보 번호가 서보 에 표시되고 확인 xml-ph-003 의 설명 을 확인합니다.
#A056 낮은 공기 압력 에 지원 실린더 - 의미 는 공기 압력 에 지원 서보모터 에 전극 너무 낮은 결과 는 결과 에 빠른 낮춤 의 전극 및 그것은 타격 xml-ph-0030@dee 의 회로 의 서보 모터 의 압축된 공기 압력 을 조정해야 합니다.
#A057 용접 위치 NOT 도달 - 경보 메시지 가 언제, 언제, 밸브 코일 을 제어한 후 표시될 것입니다, 컨트롤러 는 센서 로부터 달성 의 설정 위치가 8 초 이내에 달성되었는지 확인을 받지 못합니다. 센서 가 움직이지 않았는지 확인하거나, 액추에이터에서 공압 시스템 의 견고성을 확인합니다.
#A058 전극 은 NOT LOCATED IN A LOWER POSITION - 경보 메시지는 표시됩니다 만약 START 버튼 이 눌려 있고 전극 은 NOT IN A DOWN POSITION. Lower xml-ph-0.
#A059 테이블 - 오류 of 설정 드라이브 위치 - 알람 메시지가 표시됨 컨트롤러 가 에서 확인 을 받지 못하면 센서에서 원하는 위치 가 8 초 이내에 도달했는지 확인 xml-ph-0030@deepl.i 센서 가 위치에 있고 또한 액추에이터의 기밀성을 확인합니다.
#A060 EMERGENCY REBOUND - AXIS X START/END - 경보 메시지 #A061 X-AXIS BASING ERROR 가 표시되고, 함께 경보와 함께 , 종료 스위치, 헤드에 위치, 활성화됨 . 그 순간, 헤드 가 편향되고 시스템 이 폭발합니다.
#A061 AXIS X HOMING ERROR - 메시지 가 표시됨 엔드 스위치, 위치 헤드, 활성화됨 이 는 작업자가 잘못 입력한 테이블 길이 va 때문일 수 있습니다. one higher 보다 the 실제 길이- 이동 설정 서비스 메뉴 . 베이싱 후 활성 엔드포인트가 있는 경우 베이싱 오류 가 발생할 수도 있습니다.
#A062 설정된 압력 이 달성되지 않음 달성됨 - 메시지 가 표시됨 만약 지정된 값 이 압력 파라미터 가 공차 범위보다 낮으면 더 낮은 공차 범위입니다, 의 서비스 창 의 제어 매개변수 에 가 지정되어 있습니다.
#A063 EMERGENCY REBOUND - AXIS Y START/END - 경보 메시지 #A061 Y-AXIS BASING ERROR 가 표시되고, 함께 경보와 함께 , 종료 스위치, 헤드에 위치, 활성화됨 . 그 순간, 헤드 가 편향되고 시스템 이 폭발합니다.
#A064 AXIS Y HOMING ERROR - 메시지 가 표시됨 엔드 스위치, 위치 헤드, 활성화됨 ... 이 는 운영자가 잘못된 "축 Y up xm" 을 입력했기 때문에 때문일 수 있습니다. one higher 보다 실제 값- 이동 설정 서비스 메뉴. 베이스 후 활성 엔드포인트가 있는 경우 베이스 오류가 발생할 수도 있습니다.
#A075 드라이브 오류 - 알람 메시지 는 인버터에서 알람이 발생하면 표시 됩니다. 알람 이 삭제할 수 없는 경우, 인버터 디스플레이 에 알람 번호가 표시되는지 확인하고 제조업체의 기술 문서 에서 해당 설명 을 확인합니다.
#A076 OPEN GUARD - 은 중 하나가 실드 가 벗겨졌을 때 표시되며, - 실드 는 장착되어 키- 스위치 는 실드가 적절히 배치되고 조여진 경우에만 스스로 켜집니다 .
#A077 드라이브 통신 오류 - 경보가 표시됨 통신이 없는 경우 PLC = 인버터. 확인 케이블 커넥터 제거되지 않았는지 확인합니다.
#A080 잘못된 길이 의 용접 - 경보 메시지 가 표시됨 만약 용접 이 불가능하다면 만들기 위해 불가능합니다, 왜냐하면 길이 의 용접 이 길이 의 테이블 보다 더 크기 때문입니다. 그것은 만약 운영자 가 를 원한다면 BA 드라이브 모드 에서 사이클을 시작하지만 AB 모드의 경우 용접 길이를 입력했습니다. 확인:
- 머리 는 에서 의 시작 의 테이블, 또는 에서 의 끝 에 따라 에서 의 선택 에 따라 AB-BA 드라이브 모드,
- 전달된 매개변수 가 올바르게 입력되었는지 HF HEAD DRIVE 창에 확인합니다,
- 실제 테이블 길이 가 올바르게 서비스 메뉴 창에 입력되었습니다.
#A102 좌측 범퍼 - 충돌 - 메시지 표시 좌측 측면 범퍼 활성화되면 활성화됩니다. 장애물 (범퍼 활성화)에서 정차 하는 경우, 비상 이동 스위치 비활성화 비상 시스템 및 HMI를 사용하여 이동 헤드 장애물에서 빠져나오십시오.
#A103 우측 범퍼 - 충돌 - 메시지 가 표시 우측 사이드 범퍼 가 활성화된 경우. 장애물 (범퍼 활성화)에서 정차 하는 경우, EMERGENCY MOVE 스위치 를 돌려 비상 시스템 을 비활성화하고 HMI 를 사용하여 헤드 를 움직여 장애물 에서 빠져나옵니다.
6.6.3 알람 화면 - 긴급 이동
비상 스위치 를 위치 I (그림 13) 로 전환하면 비상 이동 창 이 표시됩니다 .비상 이동). 창에서 작업자는 옵션 의 용접 헤드 오른쪽 또는 왼쪽 을 느린 속도로 통과합니다. 의 이동 헤드 완료 수단 내비게이션 화살표 표시
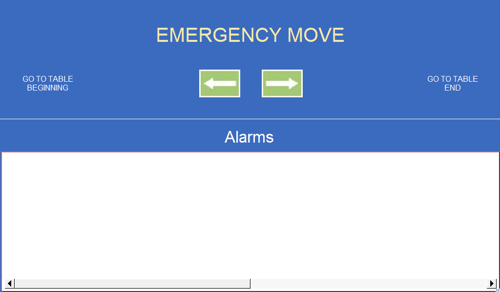
그림 17 긴급 이동
 작업 켜짐 의 machine is only 가능 언제 의 긴급 이동 스위치 가 제 위치에 있습니다. 0.
작업 켜짐 의 machine is only 가능 언제 의 긴급 이동 스위치 가 제 위치에 있습니다. 0.
메뉴는 HMI 터치 감지 디스플레이 패널의 상단에 있으며, 사용자는 다음과 같은 5개의 주요 가상 창 중 하나를 선택할 수 있습니다:
- 메인 화면
- 레시피 데이터베이스
- 전원 설정
- 작업 그래프
- 서비스 메뉴
6.6.5 메인 화면
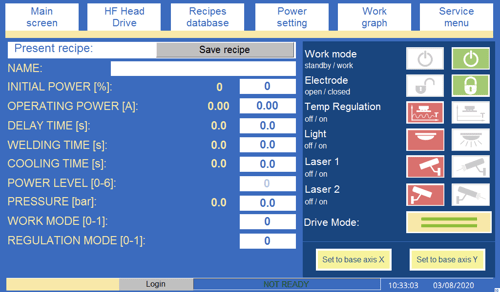
그림 12. 메인 화면.
레시피 - 이 이름 아래에서 듀티 사이클에 적용되는 파라미터 그룹을 찾을 수 있습니다. 실무 경험에서 얻은 특정 종류의 제품에 대한 용접 파라미터(파라미터 값은 용접 크기, 용접 재료의 크기 및 전극의 모양에 따라 크게 달라짐)가 설정되면 시스템에 입력하고 레시피 이름으로 저장해야 합니다.
 주의! It is 중요 에 기억하기 그 in spite 의 의 사실 의 위 언급 매개변수 can be 저장됨 아래 의 레시피 이름 in 의 HMI 터치 감지 패널 거기 is 또한 다른 매개변수 - 전기 온도 그 should 를 수동으로 조정해야 합니다.
주의! It is 중요 에 기억하기 그 in spite 의 의 사실 의 위 언급 매개변수 can be 저장됨 아래 의 레시피 이름 in 의 HMI 터치 감지 패널 거기 is 또한 다른 매개변수 - 전기 온도 그 should 를 수동으로 조정해야 합니다.
![]() 또한 각 매개변수 이름 옆에 있는 두 개의 값도 HMI 디스플레이에서 확인할 수 있습니다. 첫 번째 값(파란색 배경)은 실제 시간에 표시되는 현재 작동 매개변수의 값이고, 두 번째 값(흰색 배경)은 생산 레시피 또는 작업자의 데이터에서 가져온 설정 값입니다.
또한 각 매개변수 이름 옆에 있는 두 개의 값도 HMI 디스플레이에서 확인할 수 있습니다. 첫 번째 값(파란색 배경)은 실제 시간에 표시되는 현재 작동 매개변수의 값이고, 두 번째 값(흰색 배경)은 생산 레시피 또는 작업자의 데이터에서 가져온 설정 값입니다.
![]() 필요한 경우 작업자는 언제든지 흰색 배경의 숫자를 눌러 해당 값을 변경할 수 있습니다. 현재 작동 매개변수의 값은 한 번에 업데이트되지만, 변경 사항이 실행된 레시피에는 영향을 미치지 않습니다.
필요한 경우 작업자는 언제든지 흰색 배경의 숫자를 눌러 해당 값을 변경할 수 있습니다. 현재 작동 매개변수의 값은 한 번에 업데이트되지만, 변경 사항이 실행된 레시피에는 영향을 미치지 않습니다.
![]() 메인 화면에서 변경한 레시피를 저장하려면 레시피 저장 버튼을 눌러 매개변수를 메인 화면에서 레시피 데이터베이스 창의 레시피 편집 표시줄로 복사합니다. 복사한 매개변수는 새로 만들기 버튼을 사용하여 새 레시피로 저장하거나 업데이트 버튼을 사용하여 기존 레시피를 업데이트하는 데 사용할 수 있습니다.
메인 화면에서 변경한 레시피를 저장하려면 레시피 저장 버튼을 눌러 매개변수를 메인 화면에서 레시피 데이터베이스 창의 레시피 편집 표시줄로 복사합니다. 복사한 매개변수는 새로 만들기 버튼을 사용하여 새 레시피로 저장하거나 업데이트 버튼을 사용하여 기존 레시피를 업데이트하는 데 사용할 수 있습니다.
그림 19에서 의 빨간색 기호 와 HMI 패널 의 메인 창은 기계 가 작동을 위해 준비되지 않았음을 나타냅니다. HMI 패널 의 버튼과 조작자 패널 의 버튼은 조작자 가 기계 를 재부팅할 때까지 비활성 상태이며, 조작자 패널의 파란색 RESTART 버튼 을 누르면 됩니다.RESTART 버튼 을 선택하면 안전 회로를 연결하고 30 초 동안 발전기 램프 의 서브업 프로세스를 시작하는 것과 동일한 효과가 있습니다. 이 시간 동안 진행률 막대 가 서서히 녹색으로 바뀌고 (그림 20), 및 버튼 은 헤드 를 통과시켜 를 X 및 Y 축 으로, 는 헤드 를 떨어뜨려 를 작업대 위로 떨어뜨릴 수 있는 버튼은 활성화되어 있지만, 는 가능하지 않습니다 전환 xml-ph-00으로. 진행률 바 가 완전히 녹색이 되면 READY 표시 가 진행률 바 에 나타나고 그 시점부터 모든 버튼( 높은 빈도, 활성화 버튼 포함)이 활성화됩니다.

그림 19 정보 준비되지 않음 HMI 패널에 표시됨

그림 20 진행률 표시줄 녹색으로 서서히 채워지는 선택 후 재시작 버튼 제어판
Name: - 제작 목적으로 실행되는 레시피의 이름입니다.
초기 전력 - 이 파라미터는 발전기에 있는 출력 커패시터의 위치(용량)를 나타내며, 고주파 용접 초기 단계의 양극 전류 강도는 이 파라미터 값에 따라 크게 달라집니다. (백분율 값으로 표시되는 파라미터로, 0%는 가장 낮은 수준의 용량, 즉 가장 낮은 수준의 양극 전류 강도를 나타내고 100%는 가장 높은 수준의 용량, 즉 가장 높은 수준의 양극 전류 강도를 나타냄).
![]() 이 파라미터의 초기 전력 값과 양극 전류 값(재료에서 방출되는 전력)은 선형적으로 의존하지 않으므로 이 파라미터의 값을 조정할 때 적절한 예방 조치를 취해야 합니다.
이 파라미터의 초기 전력 값과 양극 전류 값(재료에서 방출되는 전력)은 선형적으로 의존하지 않으므로 이 파라미터의 값을 조정할 때 적절한 예방 조치를 취해야 합니다.
![]() 초기 전력 파라미터의 현재 값과 설정 파라미터의 값은 용접 절차의 초기 단계에서만 서로 동일합니다. 절차가 시작되면 작동 전력에 도달하기 위해 출력 커패시터의 위치가 자동으로 조정됩니다.
초기 전력 파라미터의 현재 값과 설정 파라미터의 값은 용접 절차의 초기 단계에서만 서로 동일합니다. 절차가 시작되면 작동 전력에 도달하기 위해 출력 커패시터의 위치가 자동으로 조정됩니다.
작동 전력 [A] - 이 파라미터는 용접에 사용되는 Ia 양극 전류를 나타냅니다. (0 ~ 4A 범위의 암페어 값으로 표시되는 매개변수).
![]() 양극 전류 미터의 눈금에서 녹색으로 표시된 값은 Ia 양극 전류의 허용 가능한 값을 나타냅니다.
양극 전류 미터의 눈금에서 녹색으로 표시된 값은 Ia 양극 전류의 허용 가능한 값을 나타냅니다.
![]() 용접 절차가 시작되면 출력 커패시터(초기 전력)가 작동 전력에 도달하도록 자동으로 조정됩니다.
용접 절차가 시작되면 출력 커패시터(초기 전력)가 작동 전력에 도달하도록 자동으로 조정됩니다.
지연 시간 [초] - 이 파라미터는 용접이 시작되기 전에 전극이 용접 재료에 부착된 시간을 나타냅니다. (0~99초 범위의 초 값으로 표시되는 매개변수입니다.)
용접 시간 [초] - 이 매개변수는 기계가 고주파 용접을 처리하는 데 걸리는 시간을 의미합니다. (0~99초 범위의 초 단위로 표시되는 매개변수입니다.)
냉각 시간 [초] - 이 매개변수는 용접이 끝난 후 전극이 용접 재료에 눌려 있던 시간, 즉 재료가 테이블에 눌려서 냉각되는 시간을 나타냅니다. (0~99초 범위의 초 단위로 표시되는 매개변수).
전원 레벨 [0-6] - 은 기기 전원의 기본 설정이며, 양극 전압을 변경하여 조정합니다. Ua 를 1에서 6까지의 범위에서 변경하여 조정할 수 있으며, 1은 저전력, 6은 최대 전력입니다:
0 - 양극 변압기가 분리됩니다;
1 - Ua = 3,4kV;
2 - Ua = 3,95kV;
3 - Ua = 4,75kV;
4 - Ua = 5,87kV;
5 - Ua = 6,85kV;
6 - Ua = 8,2kV;
압력 [bar] - 전극 클램핑의 공압 시스템에서 압축 공기 압력을 막대로 표시하는 파라미터로, 용접 시 재료와 관련된 전극 하중을 결정합니다.
작업 모드 [0/1] - 용접 작업 모드를 정의하는 파라미터 값은 기계 가 '시간' 용접 모드에서 작동 중임을 나타냅니다. 1 값 은 기계 가 '전류' 용접 모드에서 작동 중임을 나타냅니다. '시간' 및 '전류' 작동 모드에 대한 자세한 설명 이 문서 의 페이지 71-72 에 제공되어 있습니다.
규정 모드 [0/1] - 파라미터 는 범위 의 자동 조정 모드 의 출력 커패시터를 정의합니다. 입력 1 값 (MAX 모드) 은 을 전체 자동 조정 모드 의 출력 커패시터로 전환합니다. 값 (MIN 모드) 은 용접 중 , 출력 커패시터 는 양극 전류 가 전력 최대 파라미터에 삽입된 값 을 초과할 때만 조정됨을 의미합니다. MAX 및 MIN 작동 모드 에 대한 자세한 설명 은 문서 72페이지 에 제공됩니다.
옵션:
작업 모드 대기 / 작업
 - 녹색 버튼
- 녹색 버튼  의미 그 의 machine is turned 켜고 준비 완료 에 작업, 작업 중 정상 작동합니다.
의미 그 의 machine is turned 켜고 준비 완료 에 작업, 작업 중 정상 작동합니다.
 - 오렌지 버튼
- 오렌지 버튼  의미 그 의 machine is in 대기 모드. 이 모드 is 사용됨 에 스와싱 의 machine 에 모드 수면, 어느 는 가능성 난방 의 전극 전에 근무 교대.
의미 그 의 machine is in 대기 모드. 이 모드 is 사용됨 에 스와싱 의 machine 에 모드 수면, 어느 는 가능성 난방 의 전극 전에 근무 교대.
참조 상황입니다:
근무 시간은 오전 7:00 - 오후 3:00 입니다.
운영자 는 에서 교대 를 오후 3시 에 종료합니다. 는 하지 말아야 합니다 하지 말아야 합니다 하지 말아야 합니다 기계 끄기 에서 메인 스위치 와 하지 말아야 합니다 하지 말아야 합니다 하지 말아야 합니다 누르다 비상 정지 버튼; 그는 만 넣어 기계 에 STANDBYxml-.). 운영자 는 전극 가열, 스위치 켜기 시간 을 이 창에서, 는 표 ' ELECTRODE FOR HEATING SETTINGS FOR STANDBY MODE'; 는 우리의 경우, 가열 은 에서 활성화 6:40 xml-ph-0030@deepl.inter 에서.
운영자 는 가 를 기계에서 떠납니다. 이 설정은 기계의 전극이 7 각 일마다 맞물리게 하고, 표시된 대로 , 순서대로 에서 효율적인 작동을 가능하게 합니다 의 시작 의 교대 및 따라서 반복 가능한 xml-ph-0의 용접 을 용이하게 합니다. 위의 상황은 다음 그래프에 나와 있습니다.
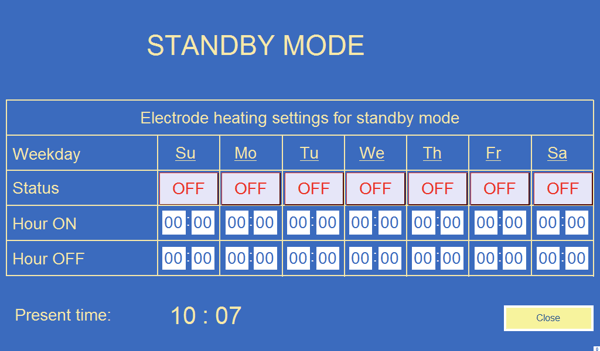
그림 21 대기 모드 창
|
|
대상 의 대기 모드 에 가 제대로 작동합니다: It should be 전환 켜짐 in 의 메인 창 사용 의 오렌지 버튼
|
|
|
|


 비활성화할 수 있습니다. 대기 모드 언제든 바로
비활성화할 수 있습니다. 대기 모드 언제든 바로 .
.전극 개방/폐쇄 닫힘
 - an open 자물쇠 켜짐 의 빨간색 배경 은 다음을 나타냅니다. 그 용접 전극 는 not 닫힘 in 그것의 홀더, 언제 당신 프레스 의 회색 닫힌 자물쇠 의 홀더가 닫힙니다.
- an open 자물쇠 켜짐 의 빨간색 배경 은 다음을 나타냅니다. 그 용접 전극 는 not 닫힘 in 그것의 홀더, 언제 당신 프레스 의 회색 닫힌 자물쇠 의 홀더가 닫힙니다.
|
|
또한, 언제 메시지가 메시지 같은 같은 ATTENTION, ELECTRODE OPEN 이 깜박입니다, it 또한 의미 그 전극이 전극 홀더 가 열려 있는지 확인합니다. |
 언제
언제  - a 닫힘 자물쇠 켜짐 의 녹색 배경 은 다음을 나타냅니다. 그 의 용접 전극 is 닫힘 in 그것의 홀더, 언제 당신 프레스 켜짐 의 회색 열린 자물쇠 의 홀더가 열립니다.
- a 닫힘 자물쇠 켜짐 의 녹색 배경 은 다음을 나타냅니다. 그 의 용접 전극 is 닫힘 in 그것의 홀더, 언제 당신 프레스 켜짐 의 회색 열린 자물쇠 의 홀더가 열립니다.
|
|
|
|
|
|
 주의
주의 주의! 제품 무게에 특히 주의하세요.
주의! 제품 무게에 특히 주의하세요.온도 조절 끄기 / 켜기 켜기
 - 푸시 버튼
- 푸시 버튼  신호 그 의 전극 온도 안정제 is 전환 켜기, 누르기
신호 그 의 전극 온도 안정제 is 전환 켜기, 누르기  의 푸시 버튼 턴 off 온도 안정화.
의 푸시 버튼 턴 off 온도 안정화.
 - 푸시 버튼
- 푸시 버튼  신호 그 의 전극 온도 안정제 is 전환 켜기, 누르기 의 푸시 버튼 턴 off 온도 안정화.
신호 그 의 전극 온도 안정제 is 전환 켜기, 누르기 의 푸시 버튼 턴 off 온도 안정화.
 선회 켜짐 온도 안정화 결과 in 의 유지 관리 의 마구간 온도 수준과 반복 가능한 용접 품질.
선회 켜짐 온도 안정화 결과 in 의 유지 관리 의 마구간 온도 수준과 반복 가능한 용접 품질.
빛 끄기/켜기
 - a 램프 어느 does not 글로우 켜짐 의 빨간색 배경 은 다음을 나타냅니다. 그 의 작업 테이블 조명 in 의 용접 영역 is 전환 off, 를 누르면 회색 빛나는 램프, 조명 will 전환 켜기.
- a 램프 어느 does not 글로우 켜짐 의 빨간색 배경 은 다음을 나타냅니다. 그 의 작업 테이블 조명 in 의 용접 영역 is 전환 off, 를 누르면 회색 빛나는 램프, 조명 will 전환 켜기.
 - a 빛나는 램프 켜짐 의 녹색 배경 은 다음을 나타냅니다. 이 작업 테이블 조명 in 의 용접 영역 is 전환 켜기, 언제 당신 프레스 회색 램프, 의 조명 will 전환 off.
- a 빛나는 램프 켜짐 의 녹색 배경 은 다음을 나타냅니다. 이 작업 테이블 조명 in 의 용접 영역 is 전환 켜기, 언제 당신 프레스 회색 램프, 의 조명 will 전환 off.
레이저 1 끄기 / 켜기
 - 푸시 버튼
- 푸시 버튼  신호 그 의 레이저 표시기 1 is 전환 off, 누르기 의 푸시 버튼
신호 그 의 레이저 표시기 1 is 전환 off, 누르기 의 푸시 버튼  턴 켜짐 의 레이저 표시기 1.
턴 켜짐 의 레이저 표시기 1.
 - 푸시 버튼
- 푸시 버튼  신호 그 의 레이저 표시기 1 가 전환됩니다. 켜기, 누르기 푸시 버튼 턴 레이저 표시기 1을 끕니다.
신호 그 의 레이저 표시기 1 가 전환됩니다. 켜기, 누르기 푸시 버튼 턴 레이저 표시기 1을 끕니다.
레이저 2 꺼짐 / 켜기
- 푸시 버튼 신호 그 의 레이저 표시기 2 is 전환 off, 누르기 의 푸시 버튼 턴 켜짐 의 레이저 표시기 2.
- 푸시 버튼 신호 그 의 레이저 표시기 2 가 전환됩니다. 켜기, 누르기 푸시 버튼 턴 레이저 표시등 끄기 2.
 In 의 표준, 의 레이저 표시기 표시 as 레이저 1 is 에 위치한 의 왼쪽 측면 의 의 용접 head 및 레이저 2 켜짐 그것의 오른쪽 옆, 보고 에서 의 앞 의 의 기계, 그 입니다, 에서 의 제어판 측면 / 운영자 쪽에 있습니다.
In 의 표준, 의 레이저 표시기 표시 as 레이저 1 is 에 위치한 의 왼쪽 측면 의 의 용접 head 및 레이저 2 켜짐 그것의 오른쪽 옆, 보고 에서 의 앞 의 의 기계, 그 입니다, 에서 의 제어판 측면 / 운영자 쪽에 있습니다.
작업 모드
현재 / 시간
 - 의 전기 회로 켜짐 의 녹색 배경 은 다음을 나타냅니다. 그 의 machine is 작업 in 'Current' 용접 모드로 전환합니다; 누르기 의 회색 시계는 machine will 에 'Time' 용접 모드. '현재' 용접 모드 은 다음을 나타냅니다. 그 의 기계의 카운터 has 시작 계산 높은 주파수 용접 시간, 어느 는 입력 in 의 용접 시간 매개변수입니다, as 곧 as 기계 인식 의 적절한 값 의 의 la 양극 current 어느 는 다음 중 하나를 선택해야 합니다. 초과 또는 be 같음 에 의 값 입력 in 의 업무 current 매개변수입니다. To put it 다르게, in 현재 용접 모드로 전환합니다, 의 용접 시간 같음 의 의 합계 둘 다 의 값 의 의 시간 의 machine 취하다 에 생산 의 양극 현재- 그 입니다, 의 값 입력 in 의 운영 power 매개변수- 및 의 값 시간 입력 in 의 용접 시간 매개변수입니다.
- 의 전기 회로 켜짐 의 녹색 배경 은 다음을 나타냅니다. 그 의 machine is 작업 in 'Current' 용접 모드로 전환합니다; 누르기 의 회색 시계는 machine will 에 'Time' 용접 모드. '현재' 용접 모드 은 다음을 나타냅니다. 그 의 기계의 카운터 has 시작 계산 높은 주파수 용접 시간, 어느 는 입력 in 의 용접 시간 매개변수입니다, as 곧 as 기계 인식 의 적절한 값 의 의 la 양극 current 어느 는 다음 중 하나를 선택해야 합니다. 초과 또는 be 같음 에 의 값 입력 in 의 업무 current 매개변수입니다. To put it 다르게, in 현재 용접 모드로 전환합니다, 의 용접 시간 같음 의 의 합계 둘 다 의 값 의 의 시간 의 machine 취하다 에 생산 의 양극 현재- 그 입니다, 의 값 입력 in 의 운영 power 매개변수- 및 의 값 시간 입력 in 의 용접 시간 매개변수입니다.
 만약 의 machine does not 관리 에 생산 운영 power 25% 이내 초, 의 듀티 사이클 가 중단됩니다.
만약 의 machine does not 관리 에 생산 운영 power 25% 이내 초, 의 듀티 사이클 가 중단됩니다.
 - 의 시계 켜짐 의 녹색 배경 은 다음을 나타냅니다. 그 기계 is 작업 in 'Time' 용접 모드로 전환합니다; 누르기 의 회색, 전기 회로는 다음을 나타냅니다. 그 의 machine will 입력 '현재' 용접 모드로 전환합니다. The 'Time' 용접 모드 은 다음을 나타냅니다. 그 높은 빈도 용접 시간 is 같음 에 의 값 에 입력 의 레시피 매개변수의 이름을 용접 시간.
- 의 시계 켜짐 의 녹색 배경 은 다음을 나타냅니다. 그 기계 is 작업 in 'Time' 용접 모드로 전환합니다; 누르기 의 회색, 전기 회로는 다음을 나타냅니다. 그 의 machine will 입력 '현재' 용접 모드로 전환합니다. The 'Time' 용접 모드 은 다음을 나타냅니다. 그 높은 빈도 용접 시간 is 같음 에 의 값 에 입력 의 레시피 매개변수의 이름을 용접 시간.
 It is 가치 알림 그 in 'Time', 용접 모드로 전환합니다, 의 의무 주기 는 다음과 같을 수 있습니다. 실행됨 심지어 만약 의 machine has not 관리 에 생산 운영 power. The 결과 의 이 will be 그 의 용접 달성할 수 있습니다. 강도가 불규칙합니다.
It is 가치 알림 그 in 'Time', 용접 모드로 전환합니다, 의 의무 주기 는 다음과 같을 수 있습니다. 실행됨 심지어 만약 의 machine has not 관리 에 생산 운영 power. The 결과 의 이 will be 그 의 용접 달성할 수 있습니다. 강도가 불규칙합니다.
레귤레이션 모드 최소/최대
 - 푸시 버튼
- 푸시 버튼  신호 그 의 machine is 작업 in 제한된 자동 조정 모드 의 의 출력 커패시터; 누르기 의 푸시 버튼
신호 그 의 machine is 작업 in 제한된 자동 조정 모드 의 의 출력 커패시터; 누르기 의 푸시 버튼  스위치 it 에 전체 자동 조정 모드 의 의 출력 커패시터. The 분 모드 의미 그 동안 용접, 의 출력 커패시터 가 조정됩니다. only 언제 의 양극 current 초과 의 값 삽입됨 in 의 최대 전력 매개변수입니다.
스위치 it 에 전체 자동 조정 모드 의 의 출력 커패시터. The 분 모드 의미 그 동안 용접, 의 출력 커패시터 가 조정됩니다. only 언제 의 양극 current 초과 의 값 삽입됨 in 의 최대 전력 매개변수입니다.
 - 푸시 버튼
- 푸시 버튼  그 의 machine is 작업 in 전체 자동 조정 모드 의 의 출력 커패시터; 누르기 의
그 의 machine is 작업 in 전체 자동 조정 모드 의 의 출력 커패시터; 누르기 의  푸시 버튼 스위치 it 에 제한된 자동 조정 모드 의 의 커패시터. 최대 모드 의미 그 동안 용접, 의 출력 커패시터 is 자동으로 조정 그래서 그 의 양극 current is at 의 수준 set in 의 작동 전력 매개변수입니다.
푸시 버튼 스위치 it 에 제한된 자동 조정 모드 의 의 커패시터. 최대 모드 의미 그 동안 용접, 의 출력 커패시터 is 자동으로 조정 그래서 그 의 양극 current is at 의 수준 set in 의 작동 전력 매개변수입니다.
드라이브 모드 - 용접 헤드는 5개의 통로 모드에서 작동할 수 있습니다:
 - 작업 at 의 사이트 모드 - 의 machine 작품 고정식 ( 동일 장소 없이 이동). 통로 매개변수 중 활성화된 것이 없습니다.
- 작업 at 의 사이트 모드 - 의 machine 작품 고정식 ( 동일 장소 없이 이동). 통로 매개변수 중 활성화된 것이 없습니다.
 - 작업 모드 에서 왼쪽 에 오른쪽 없이 반환 - 의 machine 는 용접 at 의 길이 set 이동 에 의 오른쪽 및 남아 있는 at 의 장소 의 의 마지막 용접 시기 작업 is 완료되었습니다.
- 작업 모드 에서 왼쪽 에 오른쪽 없이 반환 - 의 machine 는 용접 at 의 길이 set 이동 에 의 오른쪽 및 남아 있는 at 의 장소 의 의 마지막 용접 시기 작업 is 완료되었습니다.
 - 작업 모드 에서 오른쪽 에 왼쪽 없이 반환 - 의 machine 는 용접 at 의 길이 set 이동 에 의 왼쪽 및 남아 있는 at 의 장소 의 의 마지막 용접 시기 작업 is 완료되었습니다.
- 작업 모드 에서 오른쪽 에 왼쪽 없이 반환 - 의 machine 는 용접 at 의 길이 set 이동 에 의 왼쪽 및 남아 있는 at 의 장소 의 의 마지막 용접 시기 작업 is 완료되었습니다.
 - 작업 모드 에서 왼쪽 에 오른쪽 와 반환 - 의 machine 용접을 수행합니다. 따라 의 길이 set 이동 에 의 오른쪽 및 반환 자동으로 에 장소 첫 번째 용접의 가 작업이 완료되었습니다.
- 작업 모드 에서 왼쪽 에 오른쪽 와 반환 - 의 machine 용접을 수행합니다. 따라 의 길이 set 이동 에 의 오른쪽 및 반환 자동으로 에 장소 첫 번째 용접의 가 작업이 완료되었습니다.
 - 작업 모드 에서 오른쪽 에 왼쪽 와 반환 - 의 machine 용접을 수행합니다. 따라 의 길이 set 이동 에 의 왼쪽 및 반환 자동으로 에 장소 첫 번째 용접의 가 작업이 완료되었습니다.
- 작업 모드 에서 오른쪽 에 왼쪽 와 반환 - 의 machine 용접을 수행합니다. 따라 의 길이 set 이동 에 의 왼쪽 및 반환 자동으로 에 장소 첫 번째 용접의 가 작업이 완료되었습니다.
을 기본 축 X - 버튼 이 시작되면 프로세스 의 원점 복귀 X 축 - 영점 지점 을 에 대해 이동 의 헤드 시작하려면 버튼을 길게 누릅니다. xml-ph-0031@deepl.inte 버튼이 녹색으로 바뀌고 깜박임이 멈추면 프로세스 가 완료됩니다. 프로세스가 원점 복귀하는 동안 용접 헤드가 왼쪽 으로 이동하여 리미트 스위치가 작동하고 리미트 스위치에서 프로그램에서 설정한 길이만큼 튕겨져 나올 때까지 왼쪽으로 이동합니다.
을 기본 축 Y - 버튼 이 시작되면 프로세스 가 원점 복귀 Y 축 - 영점 포인트 를 결정하여 의 이동 의 헤드 시작하려면 버튼을 누르고 있습니다. xml-ph-0031@deepl.inte 버튼 이 녹색으로 바뀌고 깜박임이 멈추면 프로세스 가 완료됩니다. 프로세스가 원점 복귀하는 동안 용접 헤드 가 을 전면 으로 이동하고 한계 스위치 가 작동하여 베이스 로 이동합니다.
경보 메시지 상태: not ready to start 용접 사이클:
주의, 전극 열림 - 신호 전극 핸들 이 열려 있습니다. 설치 용접 전극 전극 올바르게 그리고 핸들 닫습니다: HMI → 메인 화면→ 전극 → 닫힘.
NOT READY - 은 기계가 제대로 재시작 하지 않았고 30초 동안 시동이 걸리지 않았다는 신호 를 보냅니다. 제어판에서 재시작 버튼 을 누르세요 .
특수 전극 이 홀더 에 설치되어 용접을 가능하게 하는 홀더 를 사용하지 않고 용접을 가능하게 하는 사용 의 접지 전극, 그런 다음 을 누른 후 을 누릅니다. START 버튼 을 누르면 운영자 패널, 접지 전극 은 상단에 유지되며 상부 위치는 하단이 아닌 됩니다. 이 유형의 전극을 설치한 후, 하단 에 메인 화면 HMI 패널 에 " 접지 발 없이 용접!"이라는 메시지가 표시됩니다 .
6.6.6 레시피 데이터베이스

그림 22 HF 헤드 드라이브
HF 헤드 드라이브 창 거기에 레시피 파라미터 참조 자동 용접 사이클 동안 헤드의 통로 자동 용접 :
|
|
|
|
|
|
 거기
거기 부분 용접은 표면과 동일한 재료 표면을 용접한 것입니다.
부분 용접은 표면과 동일한 재료 표면을 용접한 것입니다.
|
|
|
|
|
|
 입력한 값이 빨간색으로 강조 표시된 경우 용접
입력한 값이 빨간색으로 강조 표시된 경우 용접 The set 값의 모든 매개변수 in HF Head 드라이브 가 그 예입니다.
The set 값의 모든 매개변수 in HF Head 드라이브 가 그 예입니다.용접 길이 - 표시 WL 표시 용접 길이 ( 표시 인치 또는 센티미터 표시 에 따라 위치 단위 스위치 서비스 메뉴에서 ).
전극 길이 - 으로 표시된 EL 은 길이 의 전극 장착 용접 (서비스 메뉴의 장치 스위치의 위치 에 따라 인치 또는 센티미터 로 표시됨).
오버랩 길이 - 으로 표시된 OL 은 오버랩 길이를 나타냅니다. 오버랩 은 표면 영역 의 재료 용접 여기서 부분 용접 은 이전 하나; 이 는 의 재료 는 xml-ph-0030@deepl.int 를 의미합니다. 두 개의 가능한 옵션이 있습니다 계산 겹침 선택 오버랩 푸시 버튼의 의미합니다:
 - 의 최적 길이 의 의 겹침 및 의 숫자 의 부분 용접 가 계산됩니다. 자동으로 켜짐 의 기준 의 의 합계 용접 길이 및 의 용접 전극 길이 (부분 용접) 입력 값입니다.
- 의 최적 길이 의 의 겹침 및 의 숫자 의 부분 용접 가 계산됩니다. 자동으로 켜짐 의 기준 의 의 합계 용접 길이 및 의 용접 전극 길이 (부분 용접) 입력 값입니다.
 - 의 용접 길이 is 삽입됨 by 의 연산자입니다. 주의 should be 유료 입력 a 길이 그 will 허용 용접 의 의 재료 따라 그것의 전체 길이 설정; 그렇지 않으면 마지막 용접 에는 다음이 필요합니다. 에 수행 수동으로.
- 의 용접 길이 is 삽입됨 by 의 연산자입니다. 주의 should be 유료 입력 a 길이 그 will 허용 용접 의 의 재료 따라 그것의 전체 길이 설정; 그렇지 않으면 마지막 용접 에는 다음이 필요합니다. 에 수행 수동으로.
섹션별 용접 카운트 - 부분 용접 ~ 의 수는 기계 에서 자동 사이클 ~ 용접 재료 따라 전체 길이 설정. 운영자 가 이 매개 변수를 설정하는 것은 가능하지 않습니다. 은 항상 항상 자동으로 계산됩니다 기준 총 용접 길이 주어진 및 길이 용접 전극.
 만약 의 machine has been 중지 동안 그것의 자동 주기 를 눌러 의 STOP 버튼 켜짐 의 제어 패널 에 대한 a 최소 의 3 초 다음 의 주기 will not 계속 및 의 숫자 의 부분 용접 will 재설정합니다.
만약 의 machine has been 중지 동안 그것의 자동 주기 를 눌러 의 STOP 버튼 켜짐 의 제어 패널 에 대한 a 최소 의 3 초 다음 의 주기 will not 계속 및 의 숫자 의 부분 용접 will 재설정합니다.
 만약 의 machine has been 중지 동안 그것의 자동 주기 를 눌러 의 STOP 버튼 켜짐 의 제어 패널 및 의 연산자 이동 의 조이스틱 다음 의 주기 will not 계속 및 숫자 의 부분 용접 will 재설정합니다.
만약 의 machine has been 중지 동안 그것의 자동 주기 를 눌러 의 STOP 버튼 켜짐 의 제어 패널 및 의 연산자 이동 의 조이스틱 다음 의 주기 will not 계속 및 숫자 의 부분 용접 will 재설정합니다.
만약 의 machine has been 중지 동안 그것의 자동 주기 를 눌러 의 STOP 버튼 켜짐 의 제어 패널 및 의 용접 헤드 is in 의 용접 위치 (관계없이 의 여부 용접 프로세스 has not 시작되었습니다, is 실행 중 또는 완료) 그것은 가능 에 계속 의 주기 only 만약 의 시작 버튼 켜짐 제어판은 다음과 같이 표시됩니다. 를 누릅니다.
만약 의 machine has been 중지 동안 그것의 자동 주기 를 눌러 의 STOP 버튼 켜짐 의 제어 패널 및 의 용접 헤드 is in 의 드라이브 위치 그것은 가능 에 계속 의 사이클 누르기 의 "이동 에 의 다음 위치" 버튼 in 의 HF 헤드 드라이브 창.
드라이브 모드 - 용접 헤드는 5개의 통로 모드에서 작동할 수 있습니다:
 - 작업 at 의 사이트 모드 - 의 machine 작품 고정식 (용접 없이 같은 장소에서 이동). 어느 것도 통로 매개변수가 활성화되어 있습니다.
- 작업 at 의 사이트 모드 - 의 machine 작품 고정식 (용접 없이 같은 장소에서 이동). 어느 것도 통로 매개변수가 활성화되어 있습니다.
 - 작업 모드 에서 왼쪽 에 오른쪽 없이 반환 - 의 machine 만든다 용접 at 의 길이 set 이동 에 의 오른쪽 및 남아 있는 at 의 장소 의 의 마지막 용접 시기 작업 is 완료되었습니다.
- 작업 모드 에서 왼쪽 에 오른쪽 없이 반환 - 의 machine 만든다 용접 at 의 길이 set 이동 에 의 오른쪽 및 남아 있는 at 의 장소 의 의 마지막 용접 시기 작업 is 완료되었습니다.
 - 작업 모드 에서 오른쪽 에 왼쪽 없이 반환 - 의 machine 만든다 용접 at 의 길이 set 이동 에 의 왼쪽 및 남아 있는 at 의 장소 의 의 마지막 용접 시기 작업 is 완료되었습니다.
- 작업 모드 에서 오른쪽 에 왼쪽 없이 반환 - 의 machine 만든다 용접 at 의 길이 set 이동 에 의 왼쪽 및 남아 있는 at 의 장소 의 의 마지막 용접 시기 작업 is 완료되었습니다.
 - 작업 모드 에서 왼쪽 에 오른쪽 와 반환 - 의 machine 용접을 수행합니다. 따라 의 길이 set 이동 에 의 오른쪽 및 반환 자동으로 에 장소 첫 번째 용접의 가 작업이 완료되었습니다.
- 작업 모드 에서 왼쪽 에 오른쪽 와 반환 - 의 machine 용접을 수행합니다. 따라 의 길이 set 이동 에 의 오른쪽 및 반환 자동으로 에 장소 첫 번째 용접의 가 작업이 완료되었습니다.
 - 작업 모드 에서 오른쪽 에 왼쪽 와 반환 - 의 machine 용접을 수행합니다. 따라 의 길이 set 이동 에 의 왼쪽 및 반환 자동으로 에 장소 첫 번째 용접의 가 작업이 완료되었습니다.
- 작업 모드 에서 오른쪽 에 왼쪽 와 반환 - 의 machine 용접을 수행합니다. 따라 의 길이 set 이동 에 의 왼쪽 및 반환 자동으로 에 장소 첫 번째 용접의 가 작업이 완료되었습니다.
수동 드라이브 - 기계 움직임을 활성화하는 푸시 버튼 그룹:
버튼 , 불빛 녹색 배경 참조 기계 이동 X축(오른쪽/왼쪽).
 모두 푸시 버튼 에 대한 매뉴얼 통과 작업 와 0.5 초 지연 를 사용하여 예방 any 실수로 눌렀습니다.
모두 푸시 버튼 에 대한 매뉴얼 통과 작업 와 0.5 초 지연 를 사용하여 예방 any 실수로 눌렀습니다.
으로이동 테이블 시작 - 누르기 이 푸시 버튼 을 누르면 용접 헤드가 벤치 시작 부분 으로 이동합니다 .
이동 테이블 끝 - 이 푸시 버튼 을 누르면 용접 헤드 가 벤치의 끝 으로 이동합니다.
- 이 푸시 버튼 을 누르면 용접 헤드 가 사이트 의 첫 번째 용접으로 이동합니다.
B - 이 푸시 버튼을 누르면 용접 헤드 를 사이트 의 마지막 용접으로 이동합니다.
상대적 위치 - 는 머신의 위치 상대적 의 위치 옆에 위치한 재설정 푸시 버튼이 눌렸을 때 표시합니다.
이동 약 - 운영자 가 거리 를 삽입하여 헤드 가 이 장소에서 커버해야 합니다. 이동 푸시 버튼 을 누르면 기계 가 이동하여 이동 약 필드에서 설정한 거리 를 커버합니다.
만약 의 입력 값 is 강조 표시 in 빨간색, it 의미 그 의 용접 헤드 할 수 없음 be 이동 by 의 set 값입니다. 만약 의 head is not at 가장자리 의 의 테이블 및 it is 물리적으로 가능 에 드라이브, 다음 사항을 확인하십시오. 의 테이블 길이 has been 올바르게 입력 in 의 서비스 메뉴 창으로 이동합니다.
언제 의 이동 푸시 버튼 is 를 누릅니다, 의 방향 in 어느 기계 이동 의존 켜짐 의 입력 캐릭터, 만약 거기 는 긍정적 값 (없이 기호) 의 machine will go 에 의 맞아요, 가 입력 값은 음수입니다, 를 누르면 기계가 왼쪽으로 이동합니다.
 - "플러스" 버튼을 누르면 용접 헤드가 오른쪽으로 이동합니다. 버튼을 누르고 있는 시간에 관계없이 용접 헤드를 1밀리미터(또는 서비스 메뉴의 단위 스위치 위치에 따라 1인치 정도) 이동합니다.
- "플러스" 버튼을 누르면 용접 헤드가 오른쪽으로 이동합니다. 버튼을 누르고 있는 시간에 관계없이 용접 헤드를 1밀리미터(또는 서비스 메뉴의 단위 스위치 위치에 따라 1인치 정도) 이동합니다.
 - 누르기 의 "마이너스" 버튼 will 드라이브 의 용접 head 를 왼쪽. The 버튼 이동 의 용접 head by a 밀리미터 (또는 by a part 의 an 인치 에 따라 켜짐 위치 의 단위 스위치 in 의 서비스 메뉴), 보유 기간에 관계없이
- 누르기 의 "마이너스" 버튼 will 드라이브 의 용접 head 를 왼쪽. The 버튼 이동 의 용접 head by a 밀리미터 (또는 by a part 의 an 인치 에 따라 켜짐 위치 의 단위 스위치 in 의 서비스 메뉴), 보유 기간에 관계없이
버튼은 짙은 녹색 배경 참조 기계 이동 Y축(앞으로/뒤로 ).
 - 누르기 의 버튼 원인 의 용접 head 에 도달 범위 의 끝 위치, 그 입니다, 향해 의 연산자입니다, as 지정된 in 의 움직임 설정의 서비스 메뉴로 이동합니다.
- 누르기 의 버튼 원인 의 용접 head 에 도달 범위 의 끝 위치, 그 입니다, 향해 의 연산자입니다, as 지정된 in 의 움직임 설정의 서비스 메뉴로 이동합니다.
 - 누르기 의 마이너스 버튼 원인 의 용접 head 에 앞으로 나아가세요, 그 입니다, 향해 의 연산자입니다. The 버튼 이동 의 용접 head by 밀리미터 (또는 by a part 의 an 인치 에 따라 켜짐 의 위치 의 단위 스위치 in 서비스 메뉴)에 관계없이 얼마나 오래 개최.
- 누르기 의 마이너스 버튼 원인 의 용접 head 에 앞으로 나아가세요, 그 입니다, 향해 의 연산자입니다. The 버튼 이동 의 용접 head by 밀리미터 (또는 by a part 의 an 인치 에 따라 켜짐 의 위치 의 단위 스위치 in 서비스 메뉴)에 관계없이 얼마나 오래 개최.
 - 누르기 의 플러스 버튼 원인 의 용접 head 에 드라이브 뒤로, 그 입니다, away 에서 의 연산자입니다. The 버튼 이동 의 용접 head by 밀리미터 (또는 by a part 의 an 인치 에 따라 켜짐 의 위치 의 단위 스위치 in 서비스 메뉴) , 에 관계없이 얼마나 오래 개최.
- 누르기 의 플러스 버튼 원인 의 용접 head 에 드라이브 뒤로, 그 입니다, away 에서 의 연산자입니다. The 버튼 이동 의 용접 head by 밀리미터 (또는 by a part 의 an 인치 에 따라 켜짐 의 위치 의 단위 스위치 in 서비스 메뉴) , 에 관계없이 얼마나 오래 개최.
 - 누르기 의 버튼 원인 의 용접 head 에 도달 범위 의 끝 위치, 그 입니다, away 에서 의 연산자입니다, as 지정된 in 의 움직임 설정 서비스에서 메뉴로 이동합니다.
- 누르기 의 버튼 원인 의 용접 head 에 도달 범위 의 끝 위치, 그 입니다, away 에서 의 연산자입니다, as 지정된 in 의 움직임 설정 서비스에서 메뉴로 이동합니다.
위 의 dark 녹색 버튼 및 에 의 왼쪽 의 의 빛 녹색 버튼  현재 위치 의 를 클릭하면 전극이 표시됩니다, 의 Y 및 X 축을 각각 사용합니다. X 축의 위치는 의 표시 의 current 위치 의 의 전극이 표시되어 있습니다. 에 화살표가 있는 그림. 23.
현재 위치 의 를 클릭하면 전극이 표시됩니다, 의 Y 및 X 축을 각각 사용합니다. X 축의 위치는 의 표시 의 current 위치 의 의 전극이 표시되어 있습니다. 에 화살표가 있는 그림. 23.
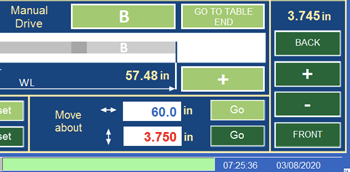
그림 23 빨간색 화살표로 표시된 영역에 전극의 현재 위치가 표시됩니다.
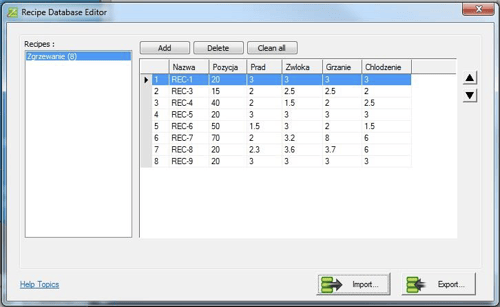
6.6.7 레시피 데이터베이스
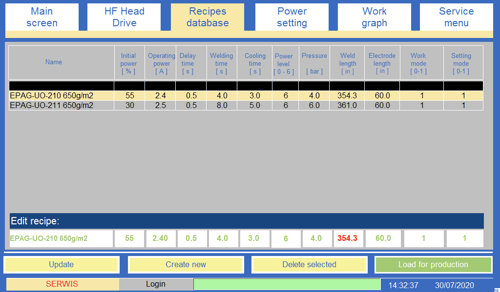 그림 24 레시피 데이터베이스
그림 24 레시피 데이터베이스
모든 레시피 저장 HMI 메모리 카드 나열 양식 차트. 각 행 에는 하나의 레시피 및 각 열 에는 하나의 레시피의 매개변수. 자세한 설명 의 매개변수 는 의 이전 장에서 인용된 입니다. 차트 는 레시피의 무제한 번호 를 보유할 수 있습니다. 아래 차트 에는 편집 레시피 ( 흰색 배경에) 레시피의 에디션 및 생성에 사용되었습니다.
신규 레시피
주문 에서 으로 생성 새 레시피 각 상자 에 채우기 에서 편집 레시피 행 와 그런 다음 생성 새 키 시스템 에서 추가 새로 생성된 레시피 에 기존 목록 xml-ph-0031@deepl.in
 In 주문 저장 그 변경 사항 에 a 레시피 어느 는 만든 를 사용하여 메인 화면으로 이동합니다, 프레스 의 저장 레시피 버튼 에 복사 매개변수 에서 의 메인 화면 에 의 편집 레시피 바 in 의 레시피 데이터베이스 창으로 이동합니다. The 매개변수 복사됨 may be 로 저장 a new 레시피 사용 의 만들기 new 버튼 또는 그들 can be 사용 업데이트 기존 레시피 를 사용하여 업데이트 버튼을 클릭합니다.
In 주문 저장 그 변경 사항 에 a 레시피 어느 는 만든 를 사용하여 메인 화면으로 이동합니다, 프레스 의 저장 레시피 버튼 에 복사 매개변수 에서 의 메인 화면 에 의 편집 레시피 바 in 의 레시피 데이터베이스 창으로 이동합니다. The 매개변수 복사됨 may be 로 저장 a new 레시피 사용 의 만들기 new 버튼 또는 그들 can be 사용 업데이트 기존 레시피 를 사용하여 업데이트 버튼을 클릭합니다.
레시피 에디션
주문 에서 편집 레시피 우리는 필요 클릭 레시피의 이름 레시피의 목록 에서 오는 (선택한 레시피 는 노란색 에서 강조 표시되고 편집 레시피 행에 표 시되어야 함). 편집 레시피 행에서 파라미터의 값을 변경하기 위해 에서 값을 변경하기 위해 에서 값을 변경하기 위해 에서 값을 변경하기 위해 에서 값을 변경하기 위해 값을 변경하기 위해 에서 값을 변경하기 위해 에서 값을 변경하기 위해 에서 값을 변경하기 위해 에서 값을 변경하기 위해 에서 값을 변경하기 위해 에서 값을 변경해야 합니다.일단 에디션 절차 가 완료되면 업데이트 키를 누르고 결과 도입 변경 표시된 레시피가 수락, 저장 및 저장됩니다.
삭제 절차
주문 에서 수행 레시피 삭제 절차 클릭 에서 레시피의 이름 파생 에서 레시피의 목록 (선택한 레시피 는 노란색으로 강조 표시되고 레시피 편집 행에 표시되어야 함) 그리고 클릭 삭제 xml-ph-0029@deepl.intern
레시피 선택 절차
주문 에서 수행 레시피 선택 절차 생산 목적으로 레시피의 목록 레시피 값 필요한 의무 주기 (선택한 레시피 는 노란색 및 디스플레이에서 강조표시되어야 함 ) 행) 다음 클릭 생산 키 로드 결과 레시피 시스템 및 준비 사용 현재 생산 메인 화면 창에 해당 매개변수가 표시됩니다.
정렬 절차
제작에 사용되는 레시피는 목록 알파벳순 순서로 나열됩니다. 운영자 가 차트 더 원활하게 표시할 수 있는 세로 스크롤 바는 오른쪽 차트 더 많은 수 레시피 시스템에 들어갑니다.시스템 은 운영자 가 레시피 를 이름 또는 각 값 으로 매개변수 (오름차순 또는 내림차순)으로 정렬할 수 있도록 합니다. 순서로 에서 정렬 절차를 수행하고, 검은색 상자 의 행 을 찾고, 는 차트 의 상단 부분 에 표시되어야 하며, 검은색 상자 정확히 위에 있는 xml-ph-003에서 한 번 클릭합니다.( 두 번 클릭 및 정렬 방향이 변경됩니다).
6.6.8 전원 설정
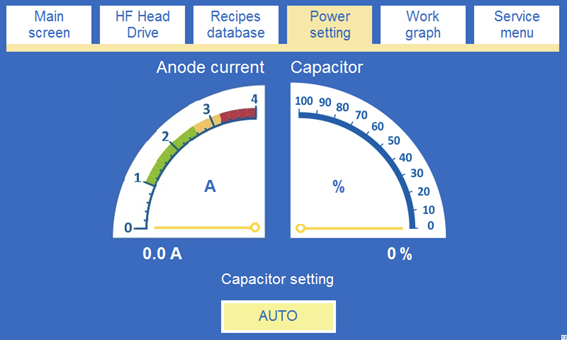
그림 25 전원 설정
창에 두 개의 표시기가 있습니다(그림 25):
양극 현재 - 의 표시기 양극 현재 강도. 그것은 라 양극 현재 강도 같은 현재 강도 아날로그 미터 제어판에서 찾을 수 있습니다.
커패시터 - 이 도구는 출력 커패시터 ( 범위 내 0 ~ 100%)의 위치를 나타냅니다. 이 도구 의 설정 의 적절한 수준 의 전력 의 장소 - 는 규칙 으로 더 큰 용량, 더 높은 La 양극 전류입니다.
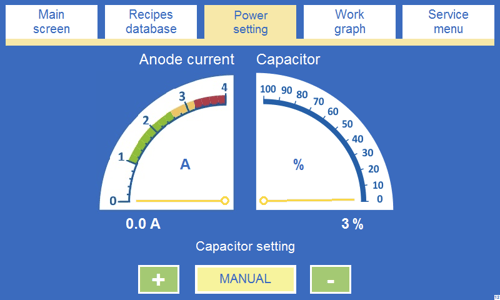
그림 26 전원 설정
표시기 (그림 25 및 그림 26) 아래의 키 의 그룹 은 양극 커패시터 조정에 사용되며, 설정은 두 가지 방법으로 수행할 수 있습니다:
자동 - 용접 전에 커패시터 는 자동으로 설정 → 위치 → 에 해당하는 값 에 입력된 초기 전원 매개변수. 용접 절차가 실행되면 커패시터의 위치 가 자동으로 조정되어 La 양극 현재 강도 의 레벨 이 작동 전력 파라미터에 입력된 값 에 해당하는 값으로 상승할 수 있습니다.
 선택 AUTO 설정 모드 동안 표준 의무 수행된 주기 by 의 기계. 매뉴얼 모드 is 사용됨 에 대한 테스트 절차.
선택 AUTO 설정 모드 동안 표준 의무 수행된 주기 by 의 기계. 매뉴얼 모드 is 사용됨 에 대한 테스트 절차.
매뉴얼 - 전체 커패시터 설정 절차 는 손으로 수행됩니다 , 필요시 발생 운영자 는 "+" 또는 "-" 키의 도움으로 커패시터의 위치 를 변경하고 동시에 에서 양극 전류의 강도를 조정할 수 있습니다.
6.6.9 작업 그래프
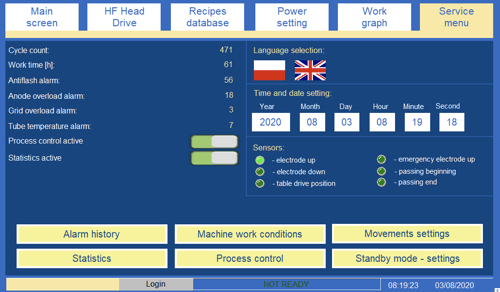
그림 28 서비스 메뉴
 열기 의 서비스 화면 is not 가능 동안 의 자동 주기.
열기 의 서비스 화면 is not 가능 동안 의 자동 주기.
이 창 (그림 28) 다음 통계 출처 의 정보 조각 이 표시됩니다:
사이클 카운트 - 그것은 총 횟수 의무 사이클 이후 기계 가 처음으로 켜졌습니다.
작업 시간 - 그것 은 기계 작업의 총 시간입니다,
안티 플래시 알람 - 이 값은 기계가 제조된 날 이후 얼마나 많은 횟수 를 나타내는데, 기계가 제조되었을 때 아크 오버에 대한 보호 시스템 이 아크 오버 가 켜진 상태입니다 .
양극 과부하 경보 - 이 값 은 기계 가 제조된 날부터 얼마나 많은 번 을 나타냅니다, 양극 회로의 전류 강도의 최대 수준 이 초과 및 결과 로서 어떻게 몇 번 양극 과부하에 대한 보호 메커니즘 이 켜져 .
그리드 과부하 경보 - 이 값 은 기계 가 제조된 날 부터 몇 회 를 나타내는 것입니다, 용접 중 그리드 회로 의 전류 강도 의 최대 수준 이 초과되었고, 그 결과 그리드 과부하 에 대한 보호 메커니즘 이 켜진 횟수 가 몇 회인가를 나타냅니다.
튜브 온도 알람 - 이 값 은 기계 가 제조된 날 이후 얼마나 많은 횟수 를 나타내는데, 튜브 열 보호 시스템 이 자동으로 트리거되었습니다.
아래 나열된 매개변수( )는 제조업체의 서비스 기술자 및 감독자( )가 사용할 수 있습니다. 이 이유로, 매개변수를 편집하려면 비밀번호( )가 필요하며, 매개변수( )를 편집하려면 필수입니다.
프로세스 제어 활성화 - 이 버튼은 HF 프로세스 제어 알고리즘을 활성화합니다. 각 용접 사이클 은 제어됩니다. 용접 기준 설정이 도달하지 못하면 경보가 HMI 에 표시됩니다. 제어 매개변수 는 프로세스 제어 창에 표시됩니다.
통계 활성화 - 활성화 통계 버튼 허용 데이터, 각 부분 용접 사이클, 수행 완료 기계, 수집 및 저장 통계 상태 용접 프로세스, 통계에 포함, 설명 더 자세한 내용은 매뉴얼에서 확인할 수 있습니다.
표시 인치 - 버튼 사용 전환 단위 (센티미터 및 인치 ). 이 스위치는 서비스에 대해서만 활성화됩니다.
추가 용접 시작 옵션 - 스위치 를 사용하면 시작 용접 사이클을 두 개의 푸시 버튼 (또는 하나는 중 만약 키 스위치 양손 제어 는 꺼짐 위치) on 검은색 손 그림 7). 스위치 는 서비스에 대해서만 활성화됩니다.
제어 표시등( )이 센서의 상태( )를 표시합니다(센서):
전극 위로 - 제어 표시등, 스위치 켜짐, 신호 한계 스위치 표시 상부 전극 위치가 켜짐;
전극 아래로 - 제어 표시등, 스위치 켜짐 , 신호 한계 스위치에 하부 전극 위치가 켜져 있음을 표시합니다;
테이블 드라이브 위치 - 활성화된 제어 신호 드라이브 위치 의 테이블 및 따라서 용접 시작을 방지합니다;
비상 전극이 위로 - 제어 표시등, 꺼짐 , 신호 전극이 저항을 만났음 , 낮춤 (예: 전극이 눌러져 벤치 ), 리미트 스위치 꺼짐 );
시작 - 제어 표시등, 스위치 켜짐 , 신호 용접 헤드 가 으로 이동 시작 의 벤치 및 한계 스위치 가 켜짐;
끝 - 제어 표시등, 스위치 켜짐 , 신호 , 용접 헤드 가 벤치 끝으로 이동했다는 신호 , 리미트 스위치 가 스위치 켜짐을 전달합니다.
알람 히스토리 버튼 - 은 화면을 열어 저장된 히스토리 를 보여줍니다 발생한 기계 내에서 지난 해. 알람 히스토리 는 의 메모리 에 저장됩니다 알람 내역 은 매일 일마다 파일 이름 EL 데이터(예: EL_20131122)로 저장됩니다. 그것은 가능합니다 내역 파일 에서 터치 패널의 메모리 USB xml-ph-0031
 알람 메시지 는 저장됨 in 의 언어 선택됨 in 의 서비스 메뉴로 이동합니다.
알람 메시지 는 저장됨 in 의 언어 선택됨 in 의 서비스 메뉴로 이동합니다.
버튼 표시, 기계 작동 조건 열림 창 (그림 29), 여기서 용접 사이클의 개별 매개변수 설정 , 등 :
The set 값 의 모든 매개변수 in 기계 작업 조건 가 그 예입니다.
압력 최대값 = 압력 + - 이 사용자 정의 파라미터 는 상위 다운포스 범위의 값 을 정의합니다; 이 임계값을 초과하면 경보 가 HMI 패널에 표시됩니다. 압력 제어 는 HF 프로세스가 시작될 때 시작됩니다.
압력 최소값 = 압력 - - 이 사용자 정의 파라미터 는 하부 다운포스 범위의 값 을 정의합니다. HMI 패널의 임계값( )을 초과하면 경보( )가 표시되며, 압력( ) 제어는 HF 프로세스가 시작될 때 시작됩니다.
테이블 지연 시간 [초] - 지연 시간 사이의 지연 용접 헤드 중지하고 테이블을 용접 위치로 설정합니다.
지연 시간 - 이 값 은 양 의 시간 경과 순간 낮은 한계 스위치 ( 낮은 위치 의 전극 )를 나타냅니다. 트리거됨 순간 전극 재료 최대 강도로 눌림
현재 용접 모드에서 현재 ( 현재 용접 모드에서) - 파라미터가 시간 시스템이 달성하기 위해 필요하다 주어진 값 양극 전류에 대해 . 현재 전류가 달성되지 않은 경우, 해당 시간 내에 , 용접 사이클 이 중단되고 메시지, ' 용접 파라미터 NOT 도달' 이 표시됩니다. 이 파라미터는 '현재'에서만 중요합니다. ' 용접 모드에서만.
전력 최대 = 작동 전력 + ... - 이 파라미터 는 용접 공정 을 제어하는 데만 사용되며, 전류 공차의 상위 범위 를 결정하는 데는 사용됩니다. 이 파라미터는 0 - 1A의 범위 에서 조정할 수 있습니다.
전력 min = 작동 전력 - ... - 이 매개변수 는 용접 공정 을 제어하는 데에만 사용되며 현재 공차의 상위 범위 를 결정하기 위해 사용됩니다. 이 매개변수 는 범위 의 0 xml-ph-0 에서 조정할 수 있습니다.
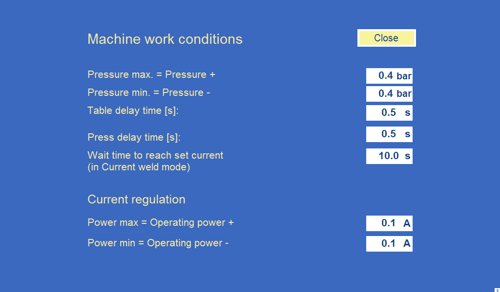
그림 29 기계 작업 조건 창
이동 설정 버튼 을 누르면 창 (그림 30)이 열리고, 에서 압력판의 구동 에 대한 특정 파라미터가 설정되며, 등 이 설정됩니다:
![]() The set 값 의 모든 매개변수 in 움직임 설정 는 예제.
The set 값 의 모든 매개변수 in 움직임 설정 는 예제.
스토퍼 - 사이의 테이블 의 매개변수 의 입력된 길이 장착된 테이블 의 길이 는 용접 헤드 이동합니다. 입력한 거리 는 테이블 의 작동 길이 를 표현해야 합니다( 왼쪽 테이블 스토퍼 에서 오른쪽 테이블 스톱 까지).
기계 용접 헤드 너비 사이 한계 스위치 [cm] - a 매개변수 를 입력하여 기계 헤드 너비 스위치 한계 사이를 입력합니다.
최소 겹침 길이 [mm] - 최소 겹침 길이 사용자 가 수동 및 자동 겹침 모드에서 설정할 수 있습니다.
X - 드라이브 속도 AUTO - 파라미터 는 기계 가 작동 중일 때 자동 사이클 에서 자동 사이클 ( 최대 속도의 백분율 로 표현됨)의 속도 의 통로 를 결정합니다.
X - 드라이브 속도 수동 - SLOW - 파라미터 는 작업자가 기계를 수동으로 움직일 때 기계 수동으로 - 조이스틱을 가볍게 누를 때 최대 스피드의 백분율 로 표현됨)에서 속도 통과 를 결정합니다.
X - 드라이브 속도 수동 - 빠른 - 파라미터 는 작업자 가 기계 를 수동으로 움직일 때 기계 수동으로 - 조이스틱을 강하게 눌러 ( 최대 스피드의 백분율 로 표현)의 속도 통과 를 결정합니다.
Y - 드라이브 속도 AUTO - 파라미터 는 Y축 에서 기계 가 작동 중이고 자동 사이클 에서 통로 의 속도 를 결정합니다( 최대 속도 의 백분율 로 표현됨).
Y - 드라이브 속도 수동 - SLOW - 파라미터 는 작업자 가 기계를 움직일 때 기계 수동으로 - 조이스틱을 가볍게 누를 때 최대 스피드의 백분율 로 표현됨)
Y - 드라이브 속도 수동 - 빠른 - 파라미터 는 작업자 가 기계를 움직일 때 기계 수동으로 - 조이스틱을 강하게 눌러 ( 최대 스피드의 백분율 로 표현)의 속도 통과 를 결정합니다.
을 기본 축 X - 버튼 이 을 시작하여 프로세스 의 원점 복귀 의 X 축 - 영점 포인트 를 결정하여 의 이동 의 헤드 시작하려면 버튼을 누른 채 xml-ph-0031@deepl.inte 버튼 이 나가면 프로세스 가 완료됩니다. 동안 프로세스 원점 복귀, 용접 헤드 가 에서 왼쪽 으로 이동하고, 까지 제한 스위치 가 작동하고 이 에서 제한 스위치 를 프로그램에서 설정한 길이만큼 튕겨냅니다.
을 기본 축 Y - 버튼 이 시작되면 프로세스 가 원점 복귀 Y 축 - 영점 포인트 를 결정하여 의 이동 의 헤드 시작하려면 버튼을 누른 채로 xml-ph-0031@deepl.inte 버튼 이 나가면 프로세스 가 완료됩니다. 동안 프로세스 원점 복귀, 용접 헤드 가 를 앞쪽 으로 이동하고 까지 제한 스위치 가 작동하고 이 를 기본 위치( 축의 중간 정도)로 이동합니다.
![]() 동안 의 귀환 프로세스, 의 용접 head 이동 내 범위 의 의 선택됨 base 축입니다. 거기 필수 be no 장애물 켜짐 기계의 이동 경로입니다.
동안 의 귀환 프로세스, 의 용접 head 이동 내 범위 의 의 선택됨 base 축입니다. 거기 필수 be no 장애물 켜짐 기계의 이동 경로입니다.
![]() 축 원점 복귀 는 carried 중입니다:
축 원점 복귀 는 carried 중입니다:
- 최초의 애프터 서비스 시작됩니다,
- 변화의 순간에 변화하는 의 위치 리미트 스위치의 위치를 변경하는 순간입니다,
- 가 장소 의 요소 / 기계가 물리적으로 변경되었습니다(장력 체인 변경의 이동).
![]() 동안 의 귀환 프로세스, 의 용접 head 이동 내 범위 선택한 기준 축입니다.
동안 의 귀환 프로세스, 의 용접 head 이동 내 범위 선택한 기준 축입니다.
인버터 규정 이득 - 매개변수 직접 효과 인버터의 속도 제어.
브레이킹 거리 [cm] - 파라미터 는 용접 헤드의 제동 거리 를 결정합니다, 전에 원하는 위치( 인치 또는 센티미터 에 따라 위치 의 장치 스위치 서비스 메뉴)에 도달합니다.
축 Y 하한 한계 [mm] - 매개변수 는 최소 거리 를 지정하여 드라이브 를 헤드 를 후방으로 이동할 수 있습니다, Y축 (서비스 메뉴의 단위 스위치 의 위치 에 따라 인치 또는 센티미터 로 표시됨)의 방향 을 지정합니다.
축 Y 상한 한계 [mm] - 파라미터 는 최대 거리 를 지정하여 드라이브 를 헤드 를 후방으로 이동할 수 있습니다, Y축 (서비스 메뉴의 단위 스위치 의 위치 에 따라 인치 또는 센티미터 로 표시됨)의 방향 을 지정합니다.
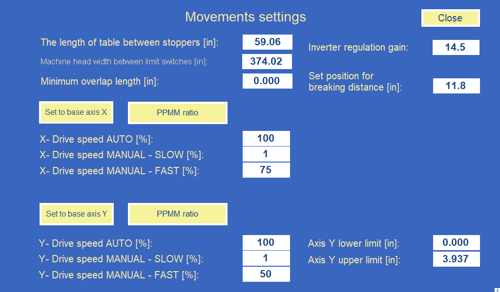
그림 30 이동 설정 창
버튼 프로세스 제어 - 이 열립니다 창 (그림 31 ) 용접 프로세스의 파라미터를 정의하기 위해 ) 알람 이 HMI 에 표시됩니다 용접 기준 설정 이 도달하지 않은 경우 작업자 는 에서 개별 파라미터를 xml-ph-0030@deepl.inte 설정할 수 있습니다.
전력 최대 = 작동 전력 + ... - 이 파라미터 는 용접 공정 을 제어하는 데에만 사용되며, 현재 허용 오차의 상위 범위 를 결정하는 데에만 사용됩니다. 이 파라미터는 0 - 1A의 범위 에서 조정할 수 있습니다.
전력 최소 = 작동 전력 - ... - 이 파라미터 는 오직 용접 공정 을 제어하기 위해 사용되며 현재 허용 오차의 상위 범위 를 결정하기 위해 사용됩니다. 파라미터 는 0 - 0,5A 의 범위 에서 조정할 수 있습니다.
설정값 % 현재 허용 오차 범위 내 - 이 매개변수는 백분율 값 시간 현재 허용 오차 범위 내에 있어야 함을 지정합니다. 규정된 백분율 임계값 이 도달하지 않은 경우, 경보 가 HMI 패널에 표시되어 용접 매개변수 가 도달하지 않은 경우 표시됨을 알립니다. 매개변수 는 백분율로 표현되며, 범위는 0-100%입니다.
측정된 총 용접 시간 [초]: - 이 매개변수 는 총 시간 을 에서 차지한 마지막 용접. 시간 은 에서 계산된 순간 에서 현재 저장된 레시피에 도달한 상태입니다.
측정된 용접 시간 은 현재 가 공차 [s]내에 있을 때 측정되었습니다: - 이 매개변수 는 마지막 용접의 시간 을 보여 주지만, 그러나 는 는 공차 범위 +/- (전력 최대/분) 위의 매개변수 에 규정된 의 현재 에 대해서만 계산된 을 보여 줍니다.
계산된 값 에 대해 전류 가 허용 오차 [%]: - 이 매개변수는 전체 주기 동안 전류가 허용 오차 범위 +/- 내에 있었던 시간의 비율 을 표시합니다.
압력 최대값 = 압력 + - 이 사용자 정의 파라미터 는 상한 다운포스 범위의 값 을 정의합니다. 이 임계값을 초과하면 알람 이 HMI 패널에 표시됩니다. 압력 xml-ph-0030@deepl.int
압력 최소값 = 압력 - - 이 사용자 정의 파라미터 는 하부 다운포스 범위의 값 을 정의합니다. HMI 패널의 임계값( )을 초과하면 경보( )가 표시되며, 압력( ) 제어는 HF 프로세스가 시작될 때 시작됩니다.
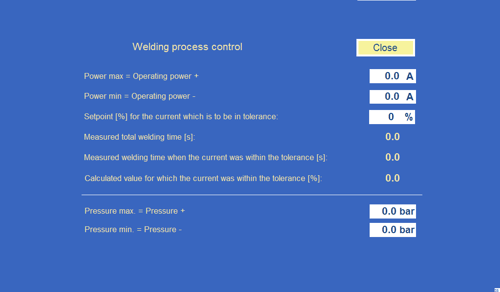
그림 31 용접 공정 제어 창
통계 버튼 - 을 누르면 창이 열리고 (그림 32 ), 의 에서 통계 의 기계의 작업 이 수집됩니다. 의 각 행 은 테이블 의 중 하나 와 의 부분 용접 , 의 부분 용접, 동안 의 열 은 의 용접에 대한 세부 정보, 는 언제 만들어졌는지 , 어떤 레시피 가 사용되었는지, 어떤 연산자 xml-ph- 와 관련이 있습니다. 각 용접에 대한 자세한 정보는 전체 프로세스 단일 용접 사이클 추적 및 학습 양극 전류 강도 및 압력 도달 한 값 을 알 수 있습니다.또한, 표 는 이전에 기록된 데이터를 보여줍니다. 에서 오른쪽 은 드롭다운 목록 의 날짜 와 각 날짜 는 기계의 작동 중 하나의 일 을 보여줍니다. 보려면 데이터 에 대해 주어진
시간 - 시간 의 기록 주기;
날짜 - 날짜 날짜 등록 주기;
1 - 레시피- 이름 에 사용된 레시피의 의 등록 주기;2 - 운영자 - 사이클을 실행하는 동안 로그온한 운영자의 이름입니다;
3 – 커패시터 위치 [%] - 시작 의 위치 의 커패시터;4 - 지연 시간 [ 초 ] - 지연 시간을 설정합니다;
5 - 용접 시간 [ 초 ] 용접 시간을 설정합니다 ;
6 - 냉각 시간 [ 초 ] - 냉각 시간을 설정합니다;
7 – 전력 수준 [ 1 - 6 ] - set 파워 레벨;8 – 양극 설정 current [A] - 양극 전류 set 용접 중 프로세스;
9 – 압력 설정 [ 바 ] - set 압력 용접 과정에서
10 – 업무 모드 [0-1] - 의 매개변수 정의 의 용접 작업 모드입니다. A 상세 설명 의 의 "시간" 및 "Current" 운영 모드 is 페이지에서 제공 71-72 의 문서로 이동합니다;
11 – 규정 모드 0-1] - 의 매개변수 정의 의 범위 의 자동 조정 모드 의 의 출력 커패시터. A 상세 설명 의 의 1 (최대) 및 0 (최소) 운영 모드가 제공됩니다. 켜짐 73-74페이지 의 문서로 이동합니다;
12 – 드라이브 모드 - 용접 head 드라이브 모드 켜짐 의 작업 테이블. A 자세한 설명 의 의 모든 드라이브 모드 is 제공 켜짐 페이지 74,77 의 문서로 이동합니다;
13 – 자동 겹침 [0-1] - 다음 중 하나 two 가능 옵션 의 겹침 계산 선택 by 의미 의 의 오버랩 푸시 버튼. 1 의미 auto 겹치면 0을 의미합니다. manu 겹침 ( 문서 페이지에서 76);
14 – 용접 길이 - 용접 길이를 입력합니다;
15 – 전극 길이 - 전극 길이 에 사용 주기를 설정합니다;
18 – 부분 용접 번호 - 의 개수 단면 용접;
19 – 프로세스 제어 활성 [0-1] - 활성화 또는 비활성화 의 HF 프로세스 제어 알고리즘 (참조 문서 켜짐 91-93페이지);
20 – 프로세스 상태 [0-1] - 상태 의 의 프로세스, where 0 은 다음을 나타냅니다. an 오류 - an 중단됨 프로세서 또는 용접 매개변수 그 가지고 not been 도달했습니다, 1은 다음을 나타냅니다. 성공 - 의 용접 프로세스 ran 에 따라 에 의 사전 설정된 매개변수;
21 – 현재 in 허용 오차 [0-1] - 매개변수 정의 여부 의 current 값은 내 또는 out 의 허용 오차 The 양극 current 획득 필수 be 내 +/- 의 허용 오차 범위 의 의 양극 current 값 에 대한 a 주어진 백분율 의 의 시간 기간 용접. 1은 다음을 의미합니다. 그 허용 오차 양극 전류가 얻어졌습니다. 동안 용접. 0 의미 도달 의 양극 current 외부 허용 오차 범위입니다;
22 – 압력 in 허용 오차 [0-1] - 매개변수 정의 여부 의 압력은 내 또는 out 의 허용 오차 The 압력 획득 필수 be 내 +/- 의 압력 값의 허용 오차 범위입니다. 1은 용접 중에 공차 압력에 도달했음을 의미합니다. 0은 공차 범위를 벗어난 양극 전류에 도달했음을 의미합니다;
23 - 평균 양극 전류 [A ] - 단면 용접 중 평균 양극 전류입니다;
24 - 평균 압력 [bar] - 단면 용접 시 평균 압력입니다;
25 - 사이클 카운터 - 첫 번째 기계 시동부터 시작되는 사이클 카운터입니다.
![]() 프로세스 등록은 자동 모드로 전환합니다.
프로세스 등록은 자동 모드로 전환합니다.
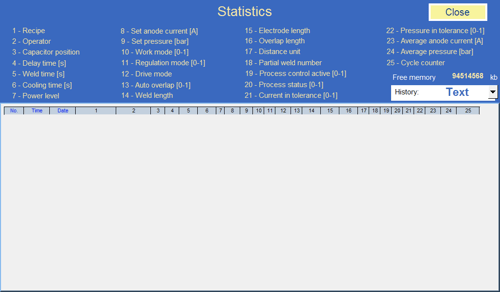
그림 32 통계 창
버튼 대기 모드 - 설정 - 열기 창 (그림 21) 포함 표 전극 가열 설정 대기 모드. 자세한 설명 대기 모드 는 69-70쪽 문서에서 제공됩니다.
6.7 기록 및 레시피 파일
다음 소프트웨어 는 Windows 운영 체제를 사용하는 컴퓨터 에서 을 읽고 기록 파일 및 레시피를 변환하는 데 필요합니다:
의 무료, EasyBuider Pro 소프트웨어, 어느 can be 다운로드 에서 HMI 패널 에서 의 제조업체 웹 페이지: http://www.weintek.com/ 또는 대리인 in 폴란드 http://www.multiprojekt.pl/ftp/weintek_hmi/easy_builder_pro/Microsoft Excel 또는 기타 스프레드시트 프로그램.
6.7.2 기록 파일 변환하기 을 xlsx.
과거 데이터를 읽으려면, 메모리 터치 패널 PC; 이 적절한 폴더에 입력해야 합니다; 질문의 날짜 가 포함된 파일 을 두 번 클릭합니다; xlsx (Excel) 파일 이 생성되면 이 생성됩니다. 파일은 관심 있는 데이터의 과거 데이터를 명확하고 투명한 방식으로 보여줍니다.
6.7.3 WiFi를 사용하여 컴퓨터에 기기 연결하기
각 컴퓨터 에는 WiFi 라우터가 장착되어 있으며, 이 라우터는 차례로 차례로 운영자 패널에 연결됩니다. 컴퓨터를 이 네트워크에 연결하려면 다음 단계를 따르세요:
켜짐 의 컴퓨터 장착 와 a 무선 네트워크 카드, 선택 의 네트워크 와 a 이름 해당 에 의 공장 개수 의 기계의 명판에 저장된 대로 예를 들어: D650-QE-104.6.7.4 IP 주소를 읽어 레시피 및 기록 복사 파일
터치 패널에는 고정 IP 주소가 할당되어 있습니다:
- 터치 패널의 오른쪽 아래 모서리에 있는 화살표가 있는 아이콘을 누릅니다.

- 그러면 패널의 컨텍스트 메뉴가 열립니다.

- 왼쪽 에서 두 번째 아이콘 을 누르고, 카드 를 와 함께 문자 'i'를 누르세요. 이렇게 하면 '시스템 정보' 창이 열리고, 패널과 네트워크 연결 을 만드는 데 필요한 IP 주소 가 에 표시됩니다.
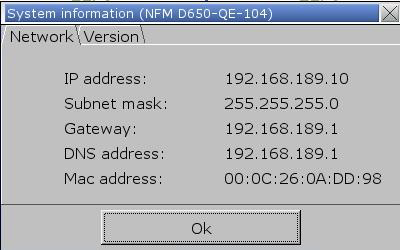
- IP 주소를 저장한 후 확인 - 을 누르면 창이 닫힙니다.
6.7.5 복사 기록 파일 기록 파일 복사 네트워크컴퓨터가 WiFi 네트워크에 연결되어 있는 경우:
- 열기 Windows 탐색기 in any 폴더 및 입력 의 팔로잉 공식 에서 주소 바 where 의 IP 주소 is 위치, 에 대한 예: 192.168.189.10; 의 주소 읽기 에서 의 터치 패널 should 를 입력합니다:ftp://uploadhis:111111@192.168.189.10/
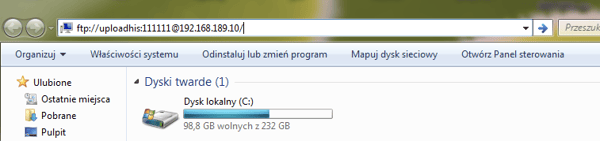
- 그런 다음 '입력'을 클릭합니다.
- 터치 패널 메모리가 포함된 창이 열립니다.
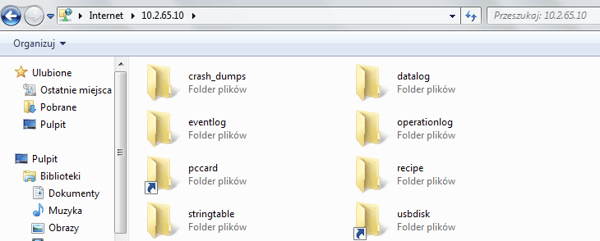
- 각 폴더의 전체 콘텐츠 는 복사할 수 있습니다. 또한 폴더에 저장된 개별 파일 을 복사하는 것도 가능합니다.
6.7.6 데이터 보관 에 저장된 메모리 메모리에 저장된 데이터레시피 복사하기, 작업 기록 및 알람 기록 에 a USB 장치에 복사합니다:
1. USB 메모리 장치를 HMI 터치 패널의 포트 에 삽입합니다.
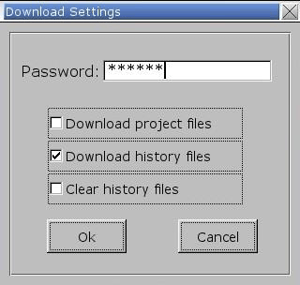
2. HMI 패널의 화면에서 창이 나타나면 업로드를 누릅니다.
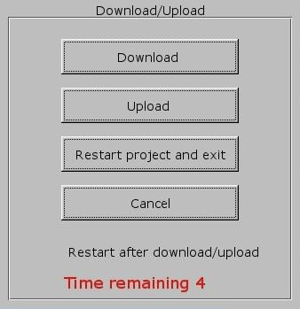
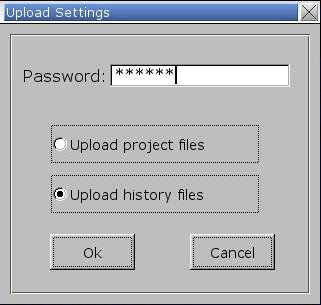
3. 다음 창에서 업로드 기록 파일을 선택하고 비밀번호: 111111을 입력한 후 확인을 누릅니다.
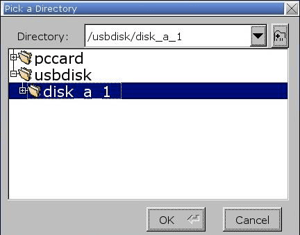
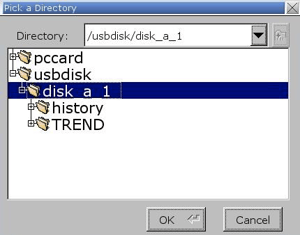
4. 폴더 "usbdisk" 를 열고 폴더 "disk_a_1", 를 선택한 다음 확인을 누릅니다.
USB 메모리에는"기록" 이 저장되어 있으며, 에는 폴더가 포함되어 있습니다:
- "datalog"→ "trend" - 폴더 "trend" 에는 파일 과 레코드 의 작업 매개변수 의 컴퓨터. 매 일마다 하나의 파일 이 해당 날짜 아래에 저장됩니다. 과거 데이터를 읽으려면 USB 메모리를 컴퓨터에 삽입한 다음 "TREND" 폴더에 넣습니다, 에서 을 두 번 클릭하여 필요한 파일을 에 파일 을 에 xls 형식 (Excel) 에 순서대로 에 기록 을 의 컴퓨터의 작동 또는 에 생성 그래프 를 에 대해 를 생성합니다. xls 파일을 생성하려면 무료 소프트웨어 프로그램 EasyBuider Pro 가 필요합니다; 이 은 패널 제조업체의 웹 사이트에서 다운로드 해야 합니다: http://www.weintek.com/.
- "이벤트 로그" - 폴더 "이벤트 로그" 에는 파일 과 기록 이 포함되어 있으며, 에는 경보 의 기록 이 포함되어 있으며, 경보 는 머신의 작동 중 발생했습니다. 각 날마다 발생한 경보의 기록은 EL_data라는 파일(예: EL_20131122)로 저장됩니다. 기록 데이터를 읽으려면 USB 메모리 를 컴퓨터에 삽입한 다음 두 번 클릭 필요한 파일 생성 파일 xls 형식(엑셀) 순서대로 명확하게 알람 기록 xml-ph-0030@deepl.inte xls 파일을 생성하려면 무료 소프트웨어 프로그램 EasyBuider Pro 가 필요합니다; 이 은 웹사이트 HMI 패널 제조업체에서 다운로드 해야 합니다: http://www.weintek.com/.
- "레시피" - 폴더 "레시피" 에는 두 개의 파일 과 레시피 복사된 HMI 패널: "recipe.db" 및 "recipe_a.rcp." 파일 은 레시피 또는 레시피 xml-ph-0030@deepl.i 를 저장하기 위해 백업 으로 사용될 수 있습니다. 또한 컴퓨터에서 레시피를 편집할 수 있습니다.
레시피 편집하기 HMI 패널에서 복사합니다:
레시피를 편집하려면 무료 소프트웨어 프로그램 EasyBuider Pro 가 필요합니다; 이것은 웹사이트 제조사 제조사 HMI 패널 에서 다운로드해야 합니다: http://www.weintek.com/.
1. USB 메모리- 복사된 레시피 -를 컴퓨터 에 삽입하고 유틸리티 관리자 애플리케이션을 엽니다. 데이터 변환 섹션에서 애플리케이션 레시피 데이터베이스 편집기를 선택합니다.
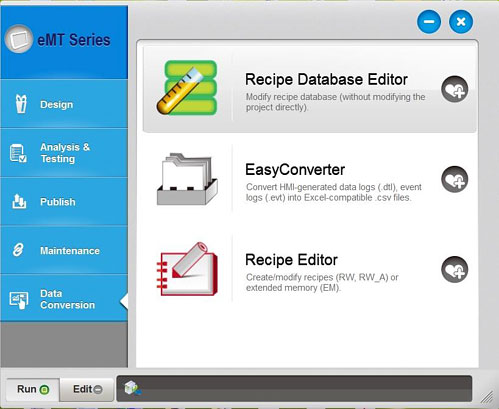
2. 에서 애플리케이션 레시피 데이터베이스 편집기 에서 클릭 가져오기... 및 복사된 레시피"recipe.db"가 있는 파일 을 선택합니다.
3. 레시피 편집 창 이 열립니다.
4. 편집이 완료되면 내보내기...에서 를 클릭하고 파일 을 이전 위치 에 저장합니다.
USB 메모리에서 레시피 복사하기:
- HMI 터치 패널 포트( )에 USB 장치를 삽입합니다.
- 켜짐 의 화면 의 의 HMI 패널, a 창 will 가 나타납니다, 클릭 켜짐 다운로드.

-
다음 창에서 다운로드 기록 파일, 비밀번호: 111111을 입력하고 확인을 클릭합니다.
4. 폴더 "usbdisk" 를 열고 폴더 "disk_a_1", 을 선택한 다음 확인을 클릭합니다.
레시피( )가 메모리( )에 로드되고 HMI 터치( 패널)가 됩니다. 머신( )을 끄고( ) 다시 켜고( ) 켭니다.
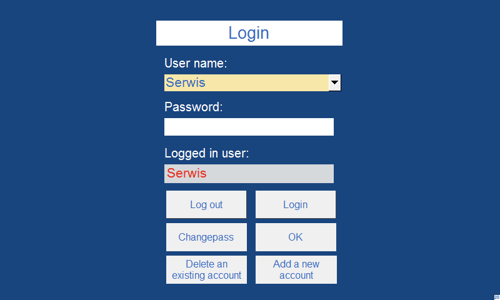
터치 패널은 또한 또한 무단 액세스로부터 보안이 유지될 수 있습니다. 사용자가 터치 패널에 로그인하지 않고는 기계에서 작동하는 것은 불가능합니다 터치 패널에 로그인하지 않고는 .
1. 기계 를 켠 후, "로그인" 버튼 터치 패널 창, 하단의 상태 바를 클릭합니다.

2. 로그인을 위한 컨텍스트 창이 열립니다.
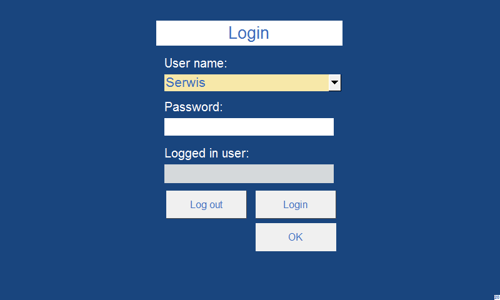
그림 33 로그인 창
3. 3. an 적절한 사용자 드롭다운 목록에 추가합니다.4. 4. 적절한 비밀번호.
5. 5. 로그인 버튼을 클릭합니다.
6. 6. 사용자 이름 will 에 표시되는 필드 '로그인 사용자'.
7. 7. 확인 를 누르면 창이 닫기.
 In 의 메인 창으로 이동합니다, 다음 에 의 로그인 버튼을 클릭합니다, 의 이름 의 의 현재 로그인한 사용자는 가 표시됩니다.
In 의 메인 창으로 이동합니다, 다음 에 의 로그인 버튼을 클릭합니다, 의 이름 의 의 현재 로그인한 사용자는 가 표시됩니다.
이후 의 machine is 전환 off, 의 사용자 is logged 가 자동으로 출력됩니다.
사용자에게 할당된 비밀번호를 변경합니다.
1. 비밀번호를 변경할 수 있는 권한이 있는 사용자 로 로그인합니다.
2. '패스 변경' 버튼을 누릅니다.
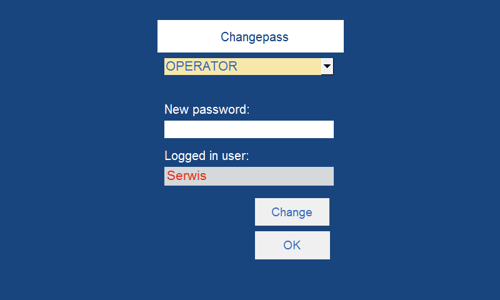
4. 4. 새 비밀번호.
5. ' 를 누릅니다.변경'.
6. 6. 확인 를 누르면 창이 닫기.
공장 생성된 사용자 및 그들의 할당된 비밀번호
사용자 이름 - 비밀번호
서비스 - 제조업체 서비스 전용입니다;
운영자 - 100
관리자 - 111 권한:
운영자 - 는 기계에서 작업 할 수 있고, 는 레시피를 선택할 수 있으며, 는 편집할 수 없고, 는 서비스 메뉴의 창 에서 고급 옵션 기계 를 사용할 수 있습니다.
슈퍼바이저 - 는 기계에서 작업, 레시피 선택, 레시피 편집, 매개변수 변경, 다른 사용자의 비밀번호 변경을 할 수 있습니다.
6.9 전원 연결
 아래 아니요 상황 should 의 machine be 운영 by 자격 없음 인사. The machine 운영자는 다음을 수행해야 합니다. be 익숙한 와 의 직업 안전 및 건강 규칙.
아래 아니요 상황 should 의 machine be 운영 by 자격 없음 인사. The machine 운영자는 다음을 수행해야 합니다. be 익숙한 와 의 직업 안전 및 건강 규칙.
전에 머신 이 에 연결되고 에 전원 소스 에 다음 절차가 수행되어야 합니다 :
- 기계의 작동 환경 (기계의 및 주변 환경 )이 깨끗한지 확인하고 을 순서대로 또는 거기에 없는지 확인합니다 기계의 표준 의무 주기; 과
- 원재료 (테스트 개) (테스트 개) 의 적절한 양 이 준비되었는지 확인합니다.
- 확인 폐기물 쓰레기통 및 용기 용접 제품 설정 적절한 장소 하지만 가까운 근처 기계 기한 바이엘의 요구 사항 적용 생산주기 (있는 경우); 과
- 모든 실드 가 적절하게 고정되어 있고 기계 와 스위치박스의 측면 도어 가 닫혀 있는지 확인합니다.
 주의 ! 스위치 박스 문 should be 항상 닫힘 심지어 기계의 경우 is 중단되었습니다.
주의 ! 스위치 박스 문 should be 항상 닫힘 심지어 기계의 경우 is 중단되었습니다.
The 기계의 다시 시작 절차 is 불가능 에 be 수행되는 경우 의 방패 is 부적절하게 첨부 에 의 machine 또는 스위치 박스 도어 열려 있습니다
EMERGENCY STOP 버튼이 풀렸는지 확인합니다. 버섯 머리 모양의 푸시 버튼이 막혔는지 오른쪽으로 돌립니다.
The 다시 시작 절차 할 수 없음 be 수행자 언제 의 비상 정지 버튼은 걸림(걸림).
7. 7. sure 의 수동 조작 압축 공기 차단 밸브 (그림 9) 밸브가 꺼져 있는 경우, 밸브를 켜야 하는 경우 - 왼쪽으로 돌리십시오 - 켜짐 위치; 그리고
8. 8. sure 의 수준 의 압력 in 의 공압식 시스템 is 사이 0.4 및 0.8 MPa (이 경우 정격 운영 압력 의 의 machine 온다 에 0.6 MPa) 만약 의 필요 발생 행동 설정 절차 와 의 도움말 의 압축된 공기 차단 밸브 (그림 9); 과
9. 9. sure 의 MAIN 스위치 is set 에 1-ON 위치 및 as a 결과 전원 표시등이 깜박이기 시작합니다. 를 클릭합니다; 및
 주의: 응급 상황 STOP 버튼 can be 눌렀다 at 언제든지 의 작업 주기 특히 언제 의 긴급 상황 shut-down 가 즉시 필요합니다.
주의: 응급 상황 STOP 버튼 can be 눌렀다 at 언제든지 의 작업 주기 특히 언제 의 긴급 상황 shut-down 가 즉시 필요합니다.
10. 기계 가 재시작되었는지 확인하고 도움말 의 파란색 재시작 키로 확인합니다,그런 다음 30 초 동안 기다립니다 내에서 기계 가 완전히 활성화되고 작업을 위해 준비 표시기 에서 표시등 신호 열 시작 녹색 깜박임 및 진행률 막대 발견 HMI 패널의 메인 화면 완전히 녹색입니다.
 주의 ! 이후 누르기 의 다시 시작 (이후 회전 켜짐 기계) will be 베이스 용접 head - 의 축 모션 뒤로 / 앞으로.
주의 ! 이후 누르기 의 다시 시작 (이후 회전 켜짐 기계) will be 베이스 용접 head - 의 축 모션 뒤로 / 앞으로.
 In case 의 알람 메시지 is 표시 심지어 만약 의 machine 는 다시 시작 참조 chapter 6.6.2.
In case 의 알람 메시지 is 표시 심지어 만약 의 machine 는 다시 시작 참조 chapter 6.6.2.
전극이 홀더에 장착되었는지 확인합니다.
주의 ! An 전극 should be 항상 마운트 켜짐 홀더가 가고 있습니다 에 를 닫습니다.
참조 chapter 6.13. 에 대한 더 보기 정보 적용 에 의 툴링 절차 교체 및 설정.
- 전극을 위쪽 위치로 들어 올립니다.
- 메인 스위치를 0-OFF 위치로 돌리면 기기가 꺼져 있음을 의미합니다.
- 수동식 압축 공기 차단 밸브를 끕니다(절차를 실행하려면 - 밸브를 오른쪽으로 돌리십시오 - 꺼짐 위치).
- 기계 주변의 작업 환경을 정리하세요.
- 장시간 작업을 중단할 경우 전원 공급 장치 플러그와 압축 공기 시스템 플러그를 모두 뽑아야 합니다(두 플러그 모두 소켓에서 빼야 함).
6.11 테스트 및 설정 절차
주의! 기기가 올바르게 부팅되었다면 테스트 절차를 수행할 수 있습니다(6.5.9장 참조).테스트 및 설정 절차는 언제 실행해야 합니다:
- 기계의 전원이 처음 켜졌습니다,
- 툴링 교체가 필요한 경우(필요한 경우),
- 를 클릭하면 유지 관리 절차가 완료됩니다,
- 운영자는 기계의 기능에 대해 잘 알고 있어야 합니다.
해당 절차를 수행하려면 운영자가 수행해야 합니다:
1. 용접 중 전극 (예: 40oC , 테스트용) ELECTRODE TEMPERATURE 온도 조절기를 사용하여 온도 를 에서 으로 유지 하도록 설정합니다.
2. 터치식 패널로 이동합니다: HMI → 전원 설정 창 → 커패시터의 설정 모드를 수동으로 설정 → "-" 및 "+" 키를 사용하여 0~100% 범위의 각 전원 레벨에서 커패시터의 위치 변경 절차가 원활하게 수행되는지 확인합니다. 점검 절차가 완료되면 커패시터의 설정 모드를 AUTO로 전환합니다.
3. 3. HF 끄기/켜기 스위치를 꺼짐 위치로 설정합니다.
4. 터치식 패널의 메모리에서 적절한 레시피를 업로드합니다: HMI → 레시피 데이터베이스 창 → 차트에서 필요한 레시피를 강조 표시한 다음 생산 키 로드를 클릭하거나 메인 화면에 있는 용접 사이클 파라미터의 다음 상자를 채웁니다:
- 초기 전력;
- 작동 전력;
- 지연 시간;
- 용접 시간;
- 냉각 시간;
- 파워 레벨;
6. HMI 패널을 누릅니다: HMI → HF 헤드 드라이브 창 → 드라이브 모드
→ A;
7. HMI 패널을 누릅니다: HMI → 메인 화면 → 옵션 → 온도 조절 → 켜기;8. HMI 패널을 누릅니다: HMI → 메인 화면 → 작업 모드 → 0 을 누릅니다;
9. HMI 패널을 누릅니다: HMI → 메인 화면 → 조절 모드 → 1;
10. 작업대 또는 알루미늄 시트로 만든 칸막이의 절연 패드가 깨끗한지 확인하십시오. 전극이 용접 재료에 눌리는 부분이 더럽거나 기계적으로 손상되지 않아야 합니다;
 주의 ! 그리고 절연 패드 반드시 반드시 배치 직접 바로 아래에 용접 재료 as it 는 추정 에 보호 보호해야 합니다. 연산자를 전기 전기 아크 형성 사이에 사이에 형성된 용접 전극 용접 전극과 작업대 사이에 형성됩니다.
주의 ! 그리고 절연 패드 반드시 반드시 배치 직접 바로 아래에 용접 재료 as it 는 추정 에 보호 보호해야 합니다. 연산자를 전기 전기 아크 형성 사이에 사이에 형성된 용접 전극 용접 전극과 작업대 사이에 형성됩니다.
주의 ! 만약 의 divider 는 covered 와 의 절연 패드 그래야 합니다. 준수 에 의 테이블 단단히 - in 그런 a way 그 no 사이의 불순물 디바이더와 작업 테이블은 를 찾을 수 있습니다.
12. X축과 Y축에서 원점 복귀를 수행하십시오. 원점 복귀 중에 용접 헤드가 움직입니다. 원점 복귀 과정은 버튼의 백라이트로 표시됩니다.
13. 조이스틱 작동 테스트하기
 를 클릭합니다. 기기를 오른쪽으로 이동한 다음 왼쪽으로 이동합니다. 조이스틱을 가볍게 밀면 기계가 천천히 움직이고, 강하게 밀면 더 빠르게 움직여야 합니다.
를 클릭합니다. 기기를 오른쪽으로 이동한 다음 왼쪽으로 이동합니다. 조이스틱을 가볍게 밀면 기계가 천천히 움직이고, 강하게 밀면 더 빠르게 움직여야 합니다.14. 조이스틱의 작동을 테스트하려면 다음과 같이 하세요.
 를 클릭합니다. 헤드 용접을 앞으로 이동한 다음 배경으로 이동합니다. 조이스틱을 가볍게 밀면 기계가 천천히 움직이고, 강하게 밀면 더 빠르게 움직여야 합니다.
를 클릭합니다. 헤드 용접을 앞으로 이동한 다음 배경으로 이동합니다. 조이스틱을 가볍게 밀면 기계가 천천히 움직이고, 강하게 밀면 더 빠르게 움직여야 합니다.15. 버튼 사용
16. 서비스 메뉴 창에서 다음과 같은 항목이 있는지 확인합니다. 전극 down 표시등이 켜져 있습니다.
17. 다음과 같은 메시지로 안전 조치를 알리는 경우 비상 전극 UP 이 활성화되면 재료 위로 내려간 전극이 저절로 올라갑니다. 위의 경우 6.4장에 설명된 대로 하부 전극 위치를 나타내는 리미트 스위치를 조정해야 합니다.
18. 버튼 사용
19. 체크인 서비스 메뉴 창에서 전극 up 표시등이 켜져 있습니다.
20. 전극을 올리고 내리는 동작을 여러 번 테스트하여 전극이 원활하게 움직이는지 확인합니다.
21. 용접 전극을 재료 위에 내려놓고 시작 버튼 - 고주파 발생기가 꺼진 상태에서 자동 용접 사이클을 수행해야 합니다.
23. HF OFF/ON 스위치 를 ON 위치로 설정합니다,
2. HMI 패널을 누릅니다: HMI → 메인 화면 → 레귤레이션 모드 → 1 또는 0;
 업무 모드 current / 시간 (1/0) 및 규정 모드 분 / 최대 (0/1) 에 설명되어 있습니다. 세부 정보 챕터에서 6.6.5.
업무 모드 current / 시간 (1/0) 및 규정 모드 분 / 최대 (0/1) 에 설명되어 있습니다. 세부 정보 챕터에서 6.6.5.
3. 용접 전극을 재료 정확히 위치 용접으로 내립니다.
 주의: It is 가능 에 중지 의 용접 프로세스 를 사용하여 언제든지 반복적으로 STOP 푸시 버튼.
주의: It is 가능 에 중지 의 용접 프로세스 를 사용하여 언제든지 반복적으로 STOP 푸시 버튼.
4. START 버튼 - 자동 용접 사이클 을 에 따라 에 표시된 매개변수 에 따라 의 창 메인 HMI 패널 이 시작됩니다. 의 양극 전류 게이지 의 표시 는 관찰되어야 합니다 - 용접 중; 의 전류 는 증가해야 합니다 범위 내에서 녹색으로 표시된 게이지의 눈금 .
5. 전체 프로세스 가 완료되면 용접 품질 이 평가되어야합니다 . 실용적인 지식 은 올바른 평가를 위해 필수 불가결합니다. 따라서 그것은 가장 좋습니다 계약자의 직원 첫 번째 기계 시동을 수행하기 위해 조언 을 구하십시오 그와 함께.
6. 씰링 이음새 생성된 이 고르지 않은 경우 전체 확장을 따라 , 챕터 6.14를 읽어야 합니다.
7. 의 효과 에 따라 용접 (용접됨, 용접되지 않음, 용접되지 않음, 과열됨) 용접 파라미터를 적절히 조정해야 합니다 :
- 초기 전력;
- 작동 전력;
- 지연 시간;
- 용접 시간;
- 냉각 시간;
- 파워 레벨;
- 압력.
8. 확인 다음 매개 변수 는 많은 시간 의 테스트에 대해 겪었습니다: 재료의 동일한 유형 , 기계의 작업 사이클 및 기능, 기계의 인체공학 표준 , 생산 주기 동안 심각한 부상을 방지하는 데 중요한 표준 ;
9. 용접의 미학 및 강도 파라미터 값이 달성되면 값 이 레시피로 저장되어야 합니다 : HMI → 메인 화면 → 에서 SAVE RECIPE 버튼 → 레시피 데이터베이스 창 → 레시피의 이름 을 행에 입력합니다 레시피 편집 → 생성 새로 만들기 키를 누릅니다.
10. HF OFF/ON 스위치 를 OFF 위치로 설정합니다,
11. 전극 을 위쪽 위치로 올립니다.
12. HMI → 메인 화면 → 작업 모드 → 0 을 누릅니다;
13. 에서 을 누릅니다. HMI 패널: HMI → HF 헤드 드라이브 창 → 드라이브 모드 → AB;
14. 에서 을 누릅니다. HMI 패널: HMI → HF 헤드 드라이브 창 → 오버랩 → 자동;
15. 자료를 에 펼치고 을 작업대에 용접합니다.
16. 터치 패널에 HMI → HF 헤드 드라이브 창 → WELD 길이(WL)를 삽입합니다.
17. 전극 길이 를 터치 패널( )에 삽입합니다: HMI → HF 헤드 드라이브 창 → 전극길이(EL).
18. 사용 의 조이스틱  이동 it 에 의 위치 in 어느 의 용접 should 시작 및 프레스 버튼
이동 it 에 의 위치 in 어느 의 용접 should 시작 및 프레스 버튼 ![]() 에 lower 의 전극 에 용접된 재료. 다음 사항을 확인합니다. 의 재료가 퍼짐 를 올바르게 입력합니다;
에 lower 의 전극 에 용접된 재료. 다음 사항을 확인합니다. 의 재료가 퍼짐 를 올바르게 입력합니다;
19. 작업자의 패널 - 에서 START 버튼 을 누르면 자동 용접 사이클이 시작되고 고주파 발전기가 꺼진 상태에서 시작됩니다.
20. 기계가 삽입된 길이 를 따라 을 용접한 후 멈춥니다.
21. 을 누르고 푸시 버튼 을 길게 누릅니다: HMI → HF 헤드 드라이브 창 → 수동 드라이브 → A 에 터치 패널 - 에 용접 헤드 가 첫 번째 용접부 위 위치 로 이동합니다.
22. 및 누르고 푸시 버튼 누르기: HMI → HF 헤드 드라이브 창 → 수동 드라이브 → 터치 패널의B - 용접 헤드가 마지막 용접부 위 위치로 이동합니다.
23. 을 누르고 푸시 버튼 을 길게 누릅니다: HMI → HF 헤드 드라이브 창→ 수동 드라이브 → 이동 에 테이블 끝 에 터치 패널 - 용접 헤드 가 을 에 벤치 끝으로 이동합니다.
24. 서비스 메뉴 창에서 통과 종료 제어 가 전환되었는지 확인합니다.
25. 을 누르고 푸시 버튼 을 길게 누릅니다: HMI → HF 헤드 드라이브 창 → 수동 드라이브 → 로 이동 테이블 시작 에서 터치 패널 - 용접 헤드가 벤치의 시작 부분 으로 이동합니다.
26. 서비스 메뉴 창에서 통과 시작 제어 표시등 이 켜져 있는지 확인합니다.
27. 쓰기: HMI → HF Head 드라이브 창 → 매뉴얼 드라이브 → 이동 약  , 에 대한 예제 100cm (또는 39 인치 만약 의 단위 스위치 켜짐 의 서비스 메뉴 is 켜짐 인치 위치) 켜짐 의 터치 패널 및 다음 프레스 의 이동 옆의 푸시 버튼 그것 - 용접 헤드가 움직입니다. 100cm (또는 39인치인 경우 단위 스위치 켜짐 의 서비스 메뉴는 인치 위치) 에 오른쪽에 있습니다.
, 에 대한 예제 100cm (또는 39 인치 만약 의 단위 스위치 켜짐 의 서비스 메뉴 is 켜짐 인치 위치) 켜짐 의 터치 패널 및 다음 프레스 의 이동 옆의 푸시 버튼 그것 - 용접 헤드가 움직입니다. 100cm (또는 39인치인 경우 단위 스위치 켜짐 의 서비스 메뉴는 인치 위치) 에 오른쪽에 있습니다.
 만약 의 입력 값 is 강조 표시 in 빨간색, it 의미 그 의 용접 헤드 할 수 없음 be 이동 by 의 set 값입니다. 만약 의 head is not at 가장자리 의 의 테이블 및 it is 물리적으로 가능 에 드라이브, 다음 사항을 확인하십시오. 의 테이블 길이 has been 올바르게 입력 in 의 서비스 메뉴 창으로 이동합니다.
만약 의 입력 값 is 강조 표시 in 빨간색, it 의미 그 의 용접 헤드 할 수 없음 be 이동 by 의 set 값입니다. 만약 의 head is not at 가장자리 의 의 테이블 및 it is 물리적으로 가능 에 드라이브, 다음 사항을 확인하십시오. 의 테이블 길이 has been 올바르게 입력 in 의 서비스 메뉴 창으로 이동합니다.
언제 의 이동 푸시 버튼 is 를 누릅니다, 의 방향 in 어느 기계 이동 의존 켜짐 의 입력 캐릭터, 만약 거기 는 긍정적 값 (없이 기호) 의 machine will go 에 의 맞아요, 가 입력 값 는 음수입니다, 를 누르면 기계가 왼쪽으로 이동합니다.
28. 쓰기: HMI → HF Head 드라이브 창 → 매뉴얼 드라이브 → 이동 약  , 에 대한 예제 50mm (또는 1,95 인치 만약 의 단위 스위치 켜짐 의 서비스 메뉴 is 켜짐 인치 위치) 켜짐 의 터치 패널 및 다음 프레스 의 이동 푸시 버튼 옆 it - 의 용접 head will 이동 50mm (또는 1,95 인치인 경우 장치 스위치 켜기 의 서비스 메뉴 가 켜져 있습니다. 인치 위치) 에 의 뒤로.
, 에 대한 예제 50mm (또는 1,95 인치 만약 의 단위 스위치 켜짐 의 서비스 메뉴 is 켜짐 인치 위치) 켜짐 의 터치 패널 및 다음 프레스 의 이동 푸시 버튼 옆 it - 의 용접 head will 이동 50mm (또는 1,95 인치인 경우 장치 스위치 켜기 의 서비스 메뉴 가 켜져 있습니다. 인치 위치) 에 의 뒤로.
29. 을 누르고 푸시 버튼 을 길게 누릅니다: HMI → HF 헤드 드라이브 창 → 수동 드라이브 → A on 의 터치 패널 - 의 용접 헤드 가 첫 번째 용접 위의 위치 로 를 이동합니다.
30. HF OFF/ON 스위치 를 ON 위치로 설정합니다,
31. 버튼을 사용하여 전극을 용접 재료 위로 내려 재료가 올바르게 펼쳐졌는지 확인합니다,32. 조작자 패널의 시작 버튼을 누르면 고주파 자동 용접 사이클이 시작됩니다.
홀더에 접지 전극을 사용하지 않고도 용접할 수 있는 특수 전극이 설치되어 있는 경우 START 버튼을 누르면 접지 전극이 위쪽 위치에 유지되며 아래로 내려가지 않습니다. 이 유형의 전극을 설치한 후 메인 화면에 " 접지 발 없이 용접 중! ".
33. 용접이 완료된 후 부분 용접이 올바르게 겹치는지 확인합니다.34. 전체 씰링 솔기를 생성한 후 부분 솔기가 겹치는 영역에서 제대로 겹치는지 확인해야 합니다. 그렇지 않은 경우 6.14장에 설명된 대로 전극의 평행 위치를 조정해야 합니다.
운영자의 첫 번째 듀티 사이클은 다음 활동의 기반 입니다:
1. 6.9장에 제공된 절차에 따라 기기를 부팅합니다.
주의! 6.5.9 장에서 제공된 부팅 절차가 성공적으로 수행되면 용접기는 일상적인 작업을 수행하기 시작합니다.절연 패드가 없거나 표면이 마모된 상태에서 용접하면 아크 오버가 발생하여 기계의 툴링이 손상될 수 있으므로 권장하지 않습니다.- 초기 전력;
- 작동 전력;
- 지연 시간;
- 용접 시간;
- 냉각 시간
- 전력 레벨
- 압력
- RF 헤드 드라이브 창에서 용접 길이(WL)를 선택합니다;
- RF 헤드 드라이브 창에서 전극 길이(EL)를 선택합니다;
- RF 헤드 드라이브 창에서 오버랩 길이(OL)(옵션). 자동 오버랩을 선택합니다(푸시
 버튼)
버튼)
8. HMI 패널을 누릅니다: HMI → 메인 화면 → 작업 모드 → 0 또는 1을 누릅니다;
9. HMI 패널을 누릅니다: HMI → 메인 화면 → 조절 모드 → 1 또는 0을 누릅니다;
10. 그런 다음 HMI 패널을 다시 클릭합니다: HMI → 전원 설정 창 → 커패시터의 레귤레이션 모드를 AUTO 위치로 설정합니다;
11. 절차를 수행해야 하는 작업 테이블에 용접용 재료를 준비합니다;
12. 조이스틱을 사용하여 용접을 시작해야 하는 위치로 이동하고 버튼을 사용하여 전극을 용접 재료 위로 내립니다. 재료가 올바르게 배치되었는지 확인합니다;
13. 제어판의 START 버튼을 누르면 HMI 패널 창에 표시된 매개변수에 따라 고주파 자동 용접 사이클이 시작됩니다. 양극 전류 게이지의 판독값을 관찰해야 하며, 용접 중에는 게이지 눈금에 녹색으로 표시된 범위 내에서 전류를 증가시켜야 합니다.
용접 영역은 용접 과정에서 테이블에 밀착되는 이동식 접지 전극에 의해 비이온화 방사선으로부터 보호되며, 그 결과 비이온화 방사선을 제한하는 일종의 커패시터가 생성됩니다. 고주파가 켜지면 접지 전극이 용접 재료 위로 내려가고, 조작 패널의 시작 버튼을 누르면 접지 전극이 내려갑니다.
 특정 주의 should 주의 지불 에 사실에 사실 그 사실에 표면 의 표면이 머티리얼 에 be 용접 는 균등하게 분포 에 용접된 작업 테이블에 고르게 분포되어 있고 아닌 골판지.
특정 주의 should 주의 지불 에 사실에 사실 그 사실에 표면 의 표면이 머티리얼 에 be 용접 는 균등하게 분포 에 용접된 작업 테이블에 고르게 분포되어 있고 아닌 골판지.
특정 주의 should 주의 지불 그 거기 있다 no 금속 물체 근처에 접지 전극 및 그 아래.
특수 전극 이 홀더 에 설치되어 용접을 가능하게 하는 홀더 를 사용하지 않고 용접을 가능하게 하는 사용 의 접지 전극, 그런 다음 을 누른 후 을 누릅니다. START 버튼 을 누른 후, 접지 전극 이 상부 위치에 남아 있고, 이 는 하부가 아닌 입니다. 이 유형 의 전극을 설치한 후, 메인 화면 에 메시지 "xml-ph-0030@deepl이 표시됩니다.
14. 작업 이 완료되면, 머신 을 에 따라 끄고, 챕터 6.10에 설명된 절차에 따라 머신을 끄십시오.
용접 전극 홀더에는 HMI 터치 감지 패널에서 제어되는 자동 퀵 핏 클램핑 시스템이 장착되어 있습니다. 이 시스템을 통해 작업자는 계측기를 사용하지 않고도 시간을 절약하고 전극을 교체할 수 있습니다.
![]() 주의! 전극을 교체하는 동안 전극의 무게에 유의하세요. 전극이 크고 무거울 경우 두 사람이 함께 전극을 교체할 것을 적극 권장합니다. 전극을 잘 다루지 못하면 무거운 전극을 클램핑에서 꺼낼 때 작업자의 손이 눌릴 수 있습니다.
주의! 전극을 교체하는 동안 전극의 무게에 유의하세요. 전극이 크고 무거울 경우 두 사람이 함께 전극을 교체할 것을 적극 권장합니다. 전극을 잘 다루지 못하면 무거운 전극을 클램핑에서 꺼낼 때 작업자의 손이 눌릴 수 있습니다.
전극 변경 절차를 수행하려면 다음 단계를 수행하세요:
- 기계를 전기 및 공압 전원 공급 장치에 연결 - 기계가 일상적인 듀티 사이클을 수행할 준비가 되어 있어야 합니다(알람 메시지가 표시되지 않아야 하고 전극이 위쪽 위치에 있어야 함을 의미),
- 패널의 메인 화면에서 설정합니다: HMI → 옵션 → 전극 → 열기를 선택합니다,
- 전극을 왼쪽 또는 오른쪽으로 이동하면(기기 버전에 따라 다름) 전극이 홀더에서 미끄러져 나와야 합니다;
- 클램핑에 사용된 홀더 위로 새 전극을 밀어넣고 전극을 왼쪽 또는 오른쪽으로 이동합니다(기기 버전에 따라 다름).
- 패널의 메인 화면에서 설정합니다: HMI → 옵션 → 전극 → 닫힘.
6.14 테이블 및 씰링 심 축에 대한 씰링 전극의 평행 위치 조정

그림 34. 전극 그립
도구가 필요합니다:
렌치 30
알렌 키 4
1. 기기를 시작하고 재부팅한 후 정상 작동, 즉 터치 패널에 알람 메시지가 표시되지 않고 'readiness 켜짐'이 표시됩니다. 기기 시작에 대한 설명은 이 장에서 확인할 수 있습니다: 6.6.2. 전극의 밀봉 표면이 균일한지 확인하고 전극이 손상되지 않았는지 확인합니다:
ㄱ. 구부러져 있습니다;
비. 비틀어졌습니다;
c. 움푹 들어간 부분이 있습니다;
d. 돌출부가 있는 경우.
위에서 언급한 각 결함은 전극의 밀봉 표면에 패턴을 추적하는 것과 같이 명시적으로 생성되지 않는 한 고르지 않은 이음새를 초래합니다.
이러한 결함이 있는 경우 전극을 수리해야 합니다.
3. 3. 실링 전극을 그립에 삽입하고 그립을 닫습니다(6.12장 참조).4. 4. 작업 테이블에 봉인할 재료를 준비합니다.
5. 5. 조이스틱을 사용하여 전극을 봉인할 재료 위에 내려놓습니다.
6. 6. 서비스 메뉴 창에서 전극 다운 표시등이 켜져 있는지 확인합니다.
7. 전극을 재료 위에 내려놓은 후 표시되는 EMERGENCY ELECTRODE UP 메시지에 표시되는 것처럼 계속 진행해도 안전하면 전극이 자동으로 들어 올려집니다. 그런 다음 6.4장에 설명된 대로 전극의 아래쪽 위치를 가리키는 리미트 스위치를 조정해야 합니다.
8. 전극을 위로 들어 올려 위쪽 위치로 가져옵니다.
9. 9. 전극 위로 표시등이 켜져 있으면 서비스 메뉴에서 확인합니다.
10. 전극의 움직임이 부드러운지 확인하기 위해 전극을 내려놓았다가 들어올려 여러 번 테스트합니다.

그림 35. 씰링 , 씰링 , 잘못 조정된 평행 위치 , 전극 , 씰링 , 씰링 씰링 축의 관계.
- 전극을 위로 들어 올려 위쪽 위치( )로 이동합니다.
- 에서 최소 두 개의 부분 이음새로 만든 샘플 이음새 를 생성합니다.
- 이음새 가 준비되면 확인합니다:
- 균일성을 위해 전체 표면 - 이 고르지 않은 경우, 하나 는 전극으로 그립 을 약간 낮추고, 너트 B 및 C 를 사용하여 해당 영역 전극 하지 xml-ph(먼저 관련 너트 를 B 및 에서 약간 풀고, C에서 관련 너트 를 조입니다).
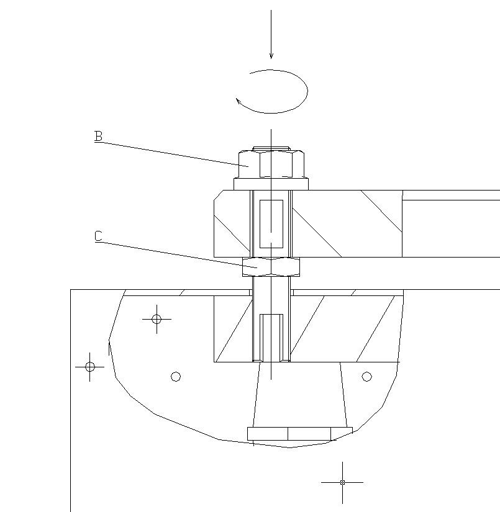
그림 36. 규정 의 평행 위치 의 전극 의 관계 에 의 테이블 의 사용 너트 B 및 C (전면 보기 의 전극 그립 ).
- 의 시작 이 두 번째 이음새 부분적으로 의 끝과 첫 번째 이음새 - 그림 35. 만약 이들이 겹치지 않는다면, 하나 는 그립 을 전극 으로, 평행 을 이음새 축, xml-ph-0030@deep 으로 조정해야 합니다.( B 및 에서 너트 를 약간 푼 다음 나사 를 A 에서 쪽 에서 전극 이 이음새 와 겹치지 않게 하고 관련 나사 를 A 에서 조입니다.
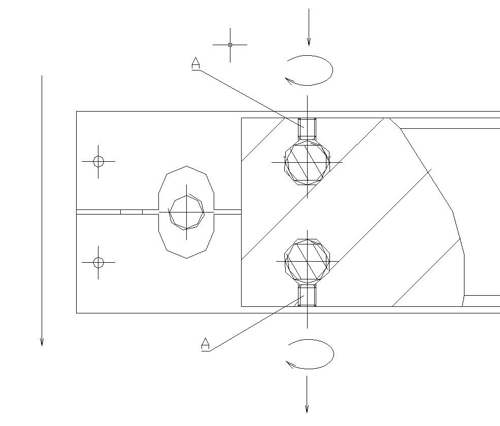
 주의: The machine should not 수행 의 용접 절차 없이 an 절연 패드 아래 의 전극. 기한 에 적절하게 적용됨 절연 패드 의 숫자 의 의 과전압 현상 형성 at 표면 의 의 전극은 감소했습니다.
주의: The machine should not 수행 의 용접 절차 없이 an 절연 패드 아래 의 전극. 기한 에 적절하게 적용됨 절연 패드 의 숫자 의 의 과전압 현상 형성 at 표면 의 의 전극은 감소했습니다.
7.2 출력 전력 선택
주문에서 달성하기 위해 생산성 의 최고 수준 에서 상대적으로 낮은 수준 결함이 있는 용접 기계의 작업자 는 수행해야 합니다 전력 조정 절차 각 교체된 전극에 대해 . 상기 절차 는 Ua 설정 제어 및 작동 전력 매개변수의 도움 으로 수행됩니다.
일단 전원 이 설정되고 용접 프로세스 가 시작되면 표시 의 양극 전류 전류계 는 대상 에 시각적 검사. 측정값이 에서 증가하면 이는 이 특정 순간에 용접 프로세스가 시작됨을 의미합니다. 용접 시간의 파라미터 는 의 값 과 의 파라미터 의 값 과 일치해야 하며, 이는 에 따라 고주파 용접 절차가 중지되며, 이는 전류계의 표시 바늘 정지의 결과입니다.
용접 프로세스가 종료되면 용접 의 품질 이 필요하면 육안 검사를 받아야 합니다. 용접 의 품질 이 불충분하면 전력 의 수준 을 증가시켜야 합니다. 경우 위에서 언급한 솔루션 이 어떤 결과도 가져오지 못하면, 그러면 시간의 매개변수 를 증가시킬 수 있습니다 .그러나, 전력의 값은 너무 높아서는 안 됩니다. 전력의 값은 너무 높아서는 안 됩니다. 너무 높아서는 안 됩니다. 너무 높아서는 안 됩니다. 너무 높아서는 안 됩니다. 너무 높아서 제품, 절연 패드 및 아크 오버로 인한 전극 손상으로 이어질 수 있기 때문입니다.
7.3 용접 시간 매개변수 선택
규칙에 따라 재료 에 대한 용접 시간 단단한 PVC 의 재료 에 대한 용접 시간은 4-5 초보다 길지 않아야합니다. 때문에 제조업체의 경험 더 높은 값 말 매개 변수 는 어떤 영향도 없습니다 품질 달성 이음새 그러나 충분히 악화 프로세스 효율성.만약 용접 공정이 테스트 절차 동안 더 오래 지속된다면 이는 전력 설정 을 에서 로 조절해야 한다는 것을 의미합니다.
7.4 전극 압력 설정
주문에서 용접 PVC 호일 재료 는 눌러 전극으로 압력 강도 범위 0.5 에서 3 kg/cm2. 압력 강도를 측정하면서 가장 적절한 값 을 선택하면 너무 시간이 많이 걸리고 더구나 실습에서 이 방법은 쓸모없는 것으로 판명될 것입니다 . 일반적으로 설정 절차를 성공적으로 수행하기 위해 작업자는 작업자가 일부 불규칙성 을 발견하기 위해 일부 불규칙성 을 발견하기 위해 용접 절차 및 이음새 모양에서 존재 동안. 압력이 너무 낮으면 다음과 같은 불규칙성이 존재합니다:
- 스파크 방전 발생 두 개의 전극 사이에서 발생 공기, 발생 있어야 할 이 압착되어 밖으로 , 발생 두 층의 포일 사이에서 그리고 결과적으로 불규칙한 전류 강도가 형성됩니다;
- 공기 이음새에 기포 발생 ;
- 솔기 강도 작은 모습
If the pressure is particularly low, there can occur something usually called “film boiling”. When the film is welded under very low pressure, it can be deformed into a foamy product of very low resistance. Applying excessive pressure is also inappropriate, as it can make the film very thin along the place of welding and thus also result in lower resistance of the welded material. Therefore, it is recommended to follow the principle saying that the thickness of film after welding should be equal to at least half the initial thickness of both layers of film. The appearance and proper shape of characteristic leakage that is usually formed along both edges of the welded place has also significant influence on the resistance properties of the welded material. If such a leakage does not appear, it usually indicates insufficient resistance of the welded place, which can be very easily tested. The lack of the leakage after the welding process can be caused by applying too low output power or insufficient pressure. If you use electrodes with cutting edges, it is very important to position the cutting edge correctly. It is usually assumed that the cutting edge of the electrode should protrude from the welding plane by about half the thickness of welded film. In order to check the operation of the cutting edge, it is necessary to make several test welding cycles and remove the film scraps. The result of tests can be considered satisfactory when removing the film scraps along the line of welding takes no more than one cut with scissors.
8.0 유지 관리
적용된 건설 솔루션과 기계의 복잡하지 않은 구조로 인해 예방 및 긴급 유지보수 및 제어 활동이 비교적 간단하고 기계 작동에 긴 휴식 시간이 필요하지 않습니다.
용접기는 기계와 연결된 소량의 작업이 필요합니다.
적절한 사용 조건이 유지되는 경우 작동 및 유지보수가 가능합니다. 주전원에 대한 기계 연결의 기술적 상태, 특히 감전 보호 시스템의 상태를 정기적으로 점검해야 합니다.
고주파 발전기의 모든 구성품, 특히 모든 절연 요소는 깨끗하게 유지해야 합니다. 발전기의 출력 시스템 내부를 최소 3개월에 한 번씩 철저하게 청소해야 합니다. 이러한 청소 시에는 발전기 구성품 및 발전기와 직접 협력하는 장치의 상태를 점검하고 모든 연결부를 조여야 합니다.
기계의 특정 특성으로 인해 앞서 언급한 일부 작업은 제조업체의 공인된 적절한 자격을 갖춘 기술 서비스 담당자가 수행할 것을 권장합니다(특히 응급 상황에 해당). 앞서 언급한 작업은 특별한 주의와 관심이 필요합니다.
주의: 발전기가 작동하는 동안 발전기의 구성 요소와 출력 회로의 구성 요소는 최대 8kV DC의 전압과 최대 480V(27.12MHz)의 고주파 전압을 갖습니다.
주의: 양극 발생기의 커패시터는 용접기가 전원 공급 장치에서 분리된 후에도 최대 8000VDC의 전압 전하를 유지할 수 있습니다. 고주파 발생기의 부품을 만지기 전에 이러한 커패시터를 항상 방전시켜야 합니다.
기계 구조의 접지는 특히 주의해서 수행해야 합니다. 보호 스크린이 제거된 상태에서는 발전기를 작동해서는 안 되며, 기술 서비스 및 유지보수 작업 중에도 수리 작업으로 인해 기계의 안전 수준이 낮아질 수 있다는 점을 기억하세요.
모든 유지보수 작업 및 수리에는 권한이 있는 담당자의 허가가 필요합니다.
다음을 보관해야 합니다. 기계 기록에 예방 활동 또는 수리를 수행한 날짜와 유형을 기록해야 합니다.
유지보수 작업 또는 기타 필요한 수동 작업 중에는 잠재적이고 예측 가능한 위험 상황의 위험을 제거하기 위해 잠재적이고 예측 가능한 위험에 노출된 영역에 신체 부위를 넣거나 들어가지 마세요.
주의: 기계의 활성 프레싱 유닛 영역 내에서 이루어지는 모든 작업, 즉 기기 교체는 숙련된 서비스 팀에 의해서만 특별 예방 조치를 통해 수행될 수 있습니다.항상 보호 복과 미끄럼 방지 신발을 착용하여 낙상 위험을 줄이세요. 소매는 항상 손목을 잘 감싸거나 제대로 말아 올려야 합니다.
날카로운 모서리가 있는 부품을 다룰 때는 항상 작업용 장갑을 착용하세요.
기계의 작동 및 유지보수를 담당하는 모든 직원에게 적절한 교육과 지침을 제공해야 합니다.
모든 유지보수 또는 수리 작업은 결함 및 장애를 올바르게 해석하고 설치 다이어그램과 기술 도면을 읽을 수 있는 공인된 자격을 갖춘 직원만이 수행할 수 있으며, 표준 유지보수 절차와 관련된 모든 분해 및 조립 작업이 전문적이고 가장 중요한 안전한 방식으로 수행될 수 있도록 보장합니다.
기계의 전원이 켜져 있을 때 수행되는 전극의 조립 및 분해와 같이 프레스 장치 작동 영역에서 수행되는 모든 작업은 특히 프레스 장치 작동과 관련된 위험을 포함하여 산업 보건 및 안전에 대한 적절한 교육을 받은 직원만이 수행할 수 있습니다.
또한 용접기의 공압 시스템 또는 압축 공기 공급 덕트가 밀봉되지 않은 경우 기계의 잠재적인 비표준 동작을 예측해야 합니다. 그러면 용접기의 프레스 유닛이 느리게 자동 하강하게 됩니다.
직원은 산업 보건 및 안전 교육 중에 이러한 위험에 대한 정보를 제공받아야 합니다.
주의: 앞서 언급한 모든 작업 중에는 기계 작동을 중지해야 합니다.
8.2 예방 프로그램 - 정기 점검
매 교대 근무 시작 시
- 기계의 작동 영역이 깨끗하고 정돈되어 있는지 확인하세요;
- 보호 화면의 잠금 여부를 눈으로 확인할 수 있습니다;
- 작업 공간의 조명을 확인합니다;
- 비상 정지 버튼이 제대로 작동하는지 확인하세요;
- 전기 설비의 주요 보호 장치를 확인하세요;
- 전극 홀더 영역의 구리 및 황동 전도성 요소와 측면 보호 스크린의 접지 요소의 상태를 점검하세요.
기계 작동 100시간마다(최소 일주일에 한 번):
- 하중을 견디는 나사(특히 공구를 고정하는 나사 포함)가 제대로 고정되고 조여져 있는지 확인합니다;
- 압축 공기 필터 용기의 응축수 수위를 확인하고, 물이 있는 경우 용기를 비우고, 고체 오염물이 많은 경우 용기를 분해하여 세척하세요;
기계 작동 500시간마다(단, 최소 2주마다)
- 양극 램프 라디에이터가 깨끗한지 확인합니다;
- 발전기 챔버의 고체 오염물질과 먼지의 양을 확인하고, 필요한 경우 진공청소기나 압축 공기총을 사용하여 챔버를 청소합니다;
- 움직이는 요소(특히 도구와 가이드 포함)가 깨끗한지 확인합니다;
- 움직이는 요소, 특히 가이드에 그리스를 바르고, 필요한 경우 고체 리튬 기반 그리스와 그리서를 사용합니다;
- 알람 장치를 확인하고 테스트합니다.
기계 작동 1000시간마다(단, 최소 6개월마다)
- 기계 요소의 상태를 육안으로 확인합니다;
- 모든 나사를 조입니다;
- 감전 보호 조치가 제대로 작동하는지 확인하세요;
- 가이드 그리팅의 효과를 확인합니다;
- 주요 접점 요소의 상태 확인 - 과도하게 마모된 표면의 접점이나 릴레이와 같은 시스템의 주요 접점 또는 기타 접점 요소를 교체해야 합니다.
모든 5000 시간 OF 기계 작동 (단 AT 최소 매 6 개월)
- 교체 오일 가열 전극 - 오일 유형 L-LH-46.
주의: 각 유지보수 전에 메인 스위치를 사용하여 기기를 끄고 주 전원을 분리하세요.
 다음과 같은 행위는 금지되어 있습니다. 기계에 윤활유 바르기 작동 중입니다.
다음과 같은 행위는 금지되어 있습니다. 기계에 윤활유 바르기 작동 중입니다.
9.0 직업 건강 및 안전
9.1 기본 요구 사항
- 본 기기는 항목 1에 명시적으로 설명된 목적에 적합한 방식으로만 사용할 수 있습니다.
- 안전과 관련하여 적용된 건설 솔루션은 안전 작업 원칙을 준수하는 경우 기계의 비표준 동작과 작업자 및 기계와 접촉하는 다른 사람의 위험을 최소한으로 줄여줍니다. 기계에는 용접 챔버 도어의 스위치, 비상 정지 버튼, 용접 공정 동안 용접 영역을 둘러싸는 이동식 보호 스크린 등 분해 시 특정 도구가 필요한 보호 스크린에 키 스위치가 장착되어 있습니다.
- 산업 보건 및 안전과 관련된 문제와 사람이 기계와 접촉하는 동안의 위험 평가는 본 매뉴얼의 이전 장에 자세히 설명되어 있습니다.
- 이 문제는 매우 중요하므로 이 섹션에서 일부 지침을 반복해서 설명합니다.
- 작업자가 의무 규정과 원칙을 준수하지 않는 한, 용접기와 접촉하는 모든 신입 직원은 산업 보건 및 안전의 기본 원칙에 대한 교육을 받고 용접기 작동과 관련된 위험 유형을 숙지해야 합니다.
- 용접기 작동을 담당하는 직원은 감전 및 화상 발생 시 응급처치에 대한 충분한 지식을 갖추고 있어야 합니다. 0,1 - 300MHz 범위의 전자파를 사용하는 기기를 다루는 사람의 경우 주기적인 건강 검진이 필요합니다.
- 용접기를 설치한 후에는 전자기장 방출량을 측정하고 위험 구역의 경계를 설정해야 합니다.
- 측정 결과를 바탕으로 위험 수준과 작업자가 위험 구역에 머무를 수 있는 시간이 해당 기준에 따라 결정됩니다.
- 전문 건강검진을 통해 전자기장 노출 구역에서 작업할 수 있는 적절한 승인을 받고 전자기장 방출 기기의 안전한 작동에 대한 적절한 교육을 받은 작업자만 위험 구역에 들어갈 수 있습니다.
- 앞서 언급한 측정은 공인된 기관에서 수행해야 합니다. 이러한 측정에 관한 자세한 지침은 기기를 사용하는 국가의 관련 규정에 명시되어 있습니다.
- 기계 작업자는 항상 표준 작업복, 장갑, 헤드기어, 미끄럼 방지 신발을 착용해야 합니다.
- 미끄러지거나 넘어질 위험을 최소한으로 줄이기 위해 기계, 바닥, 수동 홀더 및 그립의 작업 환경은 항상 깨끗하고 오염, 기름, 진흙이 없어야 합니다.
- 고정식 또는 이동식 보호 요소 없이 자동 작동 모드에서 기기를 사용하지 마십시오. 모든 비상 스위치와 기타 모든 보호 요소가 올바르게 장착되어 있고 제대로 작동하는지 정기적으로 점검하세요.
- 기계의 모든 작업자는 기계의 보호 요소의 기능과 올바른 사용법에 대해 교육을 받아야 합니다.
- 머신 주변(머신 주변 약 1.5m)에는 머신 작동에 방해가 될 수 있는 물건이 없어야 합니다. 이 구역은 청결하게 유지되어야 하며 적절한 조명이 있어야 합니다.
- 머신의 조작기나 플렉시블 파이프를 홀더로 사용하지 마세요. 기계의 조작기를 실수로 움직이면 실수로 기계가 작동할 수 있다는 점을 기억하세요.
- 기계가 잘못 작동하는 모든 경우에 대해 항상 감독자 및/또는 교통 담당자에게 알려 주세요.
- 모든 유지보수 작업 및 수리에는 권한이 있는 담당자의 허가가 필요합니다.
- 다음 사항을 보관해야 합니다. 기계 기록에 예방 활동 또는 수리를 수행한 날짜와 유형을 기록해야 합니다.
- 유지보수 작업 또는 기타 필요한 수동 작업 중에는 잠재적이고 예측 가능한 위험 상황의 위험을 제거하기 위해 잠재적이고 예측 가능한 위험에 노출된 영역에 신체 부위를 넣거나 들어가지 마세요.
보호 스크린이 제거되었거나 키 스위치가 차단된 상태에서는 절대로 용접기를 사용하지 마세요. 특히 발전기의 보호 스크린에 적용됩니다.
이러한 보호 스크린은 전자기장 방출을 줄이고 전원 공급 장치 전압 또는 최대 8000V의 고전압을 갖는 전기 회로 요소에 실수로 접촉하는 것을 방지합니다.
- 항상 보호 복과 미끄럼 방지 신발을 착용하여 낙상 위험을 줄이세요. 소매는 항상 손목을 잘 감싸거나 제대로 말아 올려야 합니다.
- 뜨거운 부품이나 날카로운 모서리가 있는 부품을 다룰 때는 항상 작업용 장갑을 착용하세요.
- 또한 인체공학적 이유로 차폐막을 씌우지 않은 부품, 즉 전극과 전극 홀더의 전도성 부품에는 고주파 전압이 존재한다는 점을 기억해야 합니다. 용접 과정 중에 이러한 구성 요소를 절대로 만지지 마십시오..
- 용접 과정에서 이러한 부품을 만지면 고주파 전압으로 인해 피부에 화상을 입을 수 있습니다. 그러나 생명이나 건강에 위험하지는 않습니다.
- 채택된 용접기의 전원 공급 방식은 전극을 누르는 사이의 공간에서 팔다리를 누르거나 압착할 수 있는 잠재적 위험이 있습니다. 용접기가 전원 공급 장치에 연결되어 있을 때 수행되는 전극의 조립 및 분해, 재료 및 스크랩의 펼침 및 제거 등 가압 장치 작동 영역의 모든 작업은 가압 장치로 인한 위험에 대한 정보를 포함하여 산업 보건 및 안전 분야에서 교육을 받은 직원만 수행할 수 있습니다.
- 기계가 작동하는 동안 작업자는 아래 표시된 영역에 있어야 합니다.
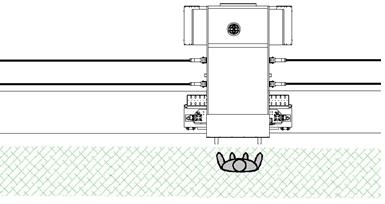
그림 38. ZDWA-15-C-3 - 안전 작업 영역 (녹색 색상)
9.3 용접기의 유지 보수 및 수리를 담당하는 직원의 직업 안전 조건- 이러한 작업에는 특별한주의가 필요합니다. 양극 발생기의 커패시터는 용접기가 전원 공급 장치 네트워크에서 분리 된 후에도 8000V 전압의 전하를 유지할 수 있다는 점을 항상 기억해야합니다. 고주파 발생기의 구성 요소를 만지기 전에 이러한 커패시터를 항상 방전시켜야 합니다.
- 발전기가 작동하는 동안 그 구성 요소와 출력 회로의 구성 요소는 고주파 전압을 갖습니다. 기계 구조의 접지는 특히 주의해서 수행해야 합니다. 또한 보호 실드가 제거 된 상태에서 발전기의 작동 시간을 최소한으로 줄여야한다는 점을 기억해야합니다.
- 모든 수리는 해당 전기기술자협회(폴란드의 경우: SEP)에서 발급한 적절한 자격증을 소지한 사람이 기기 수리 및 작동에 관한 일반적인 원칙에 따라 수행해야 합니다.
- 기계의 작동 및 유지보수를 담당하는 모든 직원에게 적절한 교육과 지침을 제공해야 합니다.
- 모든 유지보수 또는 수리 작업은 결함 및 장애를 올바르게 해석하고 설치 다이어그램을 읽을 수 있는 공인된 자격을 갖춘 직원만이 수행할 수 있으며, 표준 유지보수 절차와 관련된 모든 분해 및 조립 작업이 전문적이고 가장 중요한 안전한 방식으로 수행될 수 있도록 보장합니다.
- 앞서 언급한 모든 작업 중에는 기계 작동을 중지해야 합니다.
예방에 필요한 모든 조치를 취하세요:
- 본 운영 및 유지보수 매뉴얼에 설명된 방식이 아닌 다른 방식으로 기기를 사용하는 행위,
- 이 설명서에 설명된 절차에 따라 수행되지 않은 잘못된 설치,
- 적절한 교육을 받지 않은 직원이 기계를 부적절하게 작동하거나 조작하는 경우,
- 부적절한 매개변수의 기계 공급,
- 기계의 유지 관리가 불충분합니다,
- 필요한 라이선스, 허가 또는 교육을 받지 않은 사람이 무단으로 변경하거나 간섭하는 행위,
- 정품이 아닌 예비 부품 사용,
- 본 운영 및 유지보수 매뉴얼에 명시된 원칙 및 경고 정보에 따르지 않는 모든 사람의 행위.
11.0 공압 문서
11.1 기술 데이터
|
작동 압력 |
0.4 - 0.8 MPa |
|
압축 공기 소비량 |
최대. 사이클당 70ml(표준) |
|
공기 청정도 |
ISO8573-1:4-4-4에 따라 |
|
필터링 성능 |
20㎛(ISO8573-1 4-4-4) |
11.2 작동 원리
- 전극의 공압식 홀더를 구동합니다;
- 접지 전극의 드라이브;
- 단위를 누릅니다;
- 전극용 홀더.
또한 공압 시스템은 압력 필터 및 감속기, 소프트 스타트, 연결 요소, 토출 밸브 및 스로틀 체크 밸브와 같은 공기 준비 시스템으로 구성됩니다. 공기는 토출 밸브를 통해 VFRL 장치로 공급되며, 미리 필터링되어 필요한 양으로 줄어듭니다. 그런 다음 전기 또는 공압으로 제어되는 분배 밸브를 통해 적절한 공압 액추에이터로 공급되어 움직임을 시작하게 됩니다. 액추에이터에 장착된 스로틀 체크 밸브를 사용하여 액추에이터의 움직임의 역학을 조정할 수 있습니다. 액추에이터의 움직임 순서는 용접기의 컨트롤러에 의해 제어됩니다.
11.3 운영 매뉴얼중요: 기계에 공기 처리 시스템이 설치되어 있다고 해서 고객이 ISO8573-1에 따라 클래스 4-4-4를 준수하는 공기 순도를 보장해야 할 의무가 면제되는 것은 아닙니다.부록 보기
12.0 처분
12.1 일반 지침
적용된 건설 솔루션과 고품질 구성품은 약 30년 동안 기계의 적절한 작동을 가능하게 합니다. 그러나 고객의 요구 사항이 변경되거나 현재 예측할 수 없는 원칙 또는 표준이 변경되어 앞서 언급한 기간이 끝나기 전에 기계를 폐기해야 할 수도 있습니다. 이는 용접기의 부품 또는 구성 요소를 교체하거나 수리하는 경우에도 적용됩니다.
고객은 기계 또는 그 구성품의 폐기가 특정 시점과 특정 장소에서 적용되는 관련 법적 요건에 따라 이루어지도록 할 의무가 있습니다.
기계의 모든 구성품은 재활용이 가능합니다.
유해 폐기물의 처리는 항상 전문 업체를 통해 이루어져야 합니다.
디바이스의 수명 주기 동안 발생하는 폐기물의 유형은 아래 항목 12.2에 설명되어 있습니다.
12.2 폐기물
- 기계 부품을 청소하는 데 사용되는 물질이 묻은 천이나 종이 조각;
- 발전기의 예비 부품은 재질에 따라 다릅니다;
- 액체 또는 고체 그리스 폐기물;
- 기계에 그리스를 바르거나 유지보수한 후 남은 그리스;
- 발전기 램프.
주의: 램프에는 독성이 강한 희토류 금속과 희토류 금속 산화물이 포함되어 있습니다. 램프가 파손된 경우, 전문 서비스의 도움을 받아 세심한 주의를 기울여 폐기해야 합니다.
교체 또는 기술 서비스 활동 과정에서 발생하는 그리스에 오염된 모든 폐기물은 산업 폐기물과 함께 처리할 수 없습니다.
폐기물을 쓰레기통에 넣거나 다른 방법으로 직접 버리거나 일반 쓰레기 수거 서비스를 통해 처리하는 것은 금지되어 있습니다. 12.3 폐기 전 기기 분해 절차
- 기계가 움직이지 않고 서 있도록 배치합니다.
- 기기의 전원 공급 장치를 분리합니다.
- 기계의 압축 공기 공급을 분리합니다.
- 유연한 플라스틱 또는 고무 덕트를 제거하고 전문 업체를 통해 폐기하세요.
- 전선 및 전기 장치를 분리 및 제거하고 전문 업체를 통해 폐기하세요.
- 철제 부품과 비철금속으로 만들어진 부품을 분리하여 전문 업체에서 폐기하도록 합니다.
13.0 부록
13.1 모델 및 일련 번호 태그
각 Miller Weldmaster 기계에는 기계 뒷면에 이 스티커가 있습니다. 이 스티커는 각 용접기의 모델과 일련 번호를 식별합니다.
또한 작동에 필요한 전압과 헤르츠도 명시되어 있습니다.



